
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. Организация труда литейного цеха.
Основной операцией, определяющей производственную мощности литейного цеха, является формовка. Затраты труда на нее составляют 40% и более от общих затрат на изготовление отливок. Поэтому рациональная организация труда на участке формовки является важным мероприятием по увеличению выпуска отливок.
Изготовление форм с использованием ручной формовки по скелетным моделям, по шаблону является трудоемким и длительным процессом. Для этих способов обычно в цехе отводят часть пролета, обслуживаемую мостовым краном.
При формовке указанными способами с использованием опок и при формовке в почве или кессоне площади цеха находятся под формами длительное время. Это приводит к снижению мощности цеха, уменьшению выпуска отливок, особенно крупных и толстостенных. Для увеличения производительности литейного цеха при изготовлении крупных отливок применяют принудительное их охлаждение. В форме устраивают каналы, выполненные трубами. Через эти трубы продувают воздух, отводящий теплоту от отливки (рис. 106).
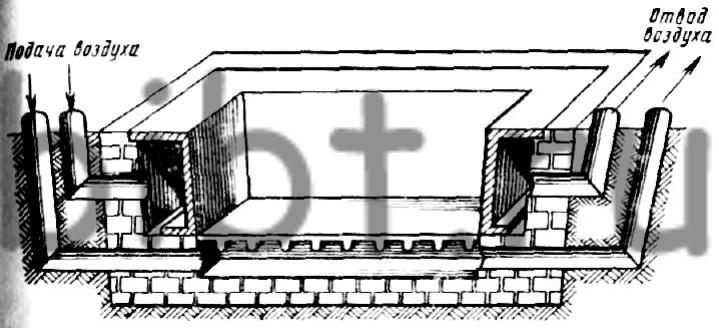
Рис. 106. Устройство для охлаждения отливки продувкой воздуха в крупной форме
Формовочную смесь (облицовочную и наполнительную) готовят в смесеприготовительном отделении и отправляют к месту формовки ленточным транспортером или в металлических коробах электро- или автокарами. Шлаковая гарь, трубы и другие материалы, необходимые для изготовления формы, поступают со складов. Стержни формуют и высушивают в стержневом отделении. Готовые к сборке стержни подают на формовочный плац кранами (если стержни крупные) либо подвозят на тележках.
Уплотнение формы осуществляют при помощи ручной обкладки модели облицовочной смесью. Наполнительную смесь уплотняют пневматическими трамбовками или пескометом. Применение пескометной формовки облегчает труд формовщиков, повышает производительность труда, улучшает качество литейной формы. Арматуру для формы готовят на специальных гибочных станках, расположенных рядом с формовочным участком, и подают партиями в специальной таре.
Крупные модели перед извлечением расталкивают при помощи крана. Верхнюю опоку устанавливают на нижнюю или на кессон также мостовым краном, причем центрирование верхней полуформы производят деревянными или металлическими кольями.
Крупные формы ( в опоках или в почве) при необходимости высушивают переносными сушилами. Длительность сушки определяют, исходя из необходимости высушивания формы на заданную глубину. Залитую форму разбирают мостовым краном. Извлечение отбивки из формы и перемещение ее на участок очистки и обрубки также осуществляют мостовым краном (иногда двумя крапами сразу).
Изготовление средних и крупных сложных форм необходимо выполнять пооперационно. Менее квалифицированные формовщики выполняют работу по уплотнению смеси в опоках, отделке и окраске формы, более квалифицированные — после сушки форм производят их окончательную отделку и сборку под заливку.