
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Конструктивные элементы изогнутых деталей. Схемы назначений радиусов гибки и длины отгибаемой части детали.
Длина отгибаемой части детали должна быть
не менее двух толщин материала (рис. 35, б). Если отгибаемая часть
должна быть короче рекомендуемой величины, ее изготовляют более
длинной, а затем обрезают по высоте.
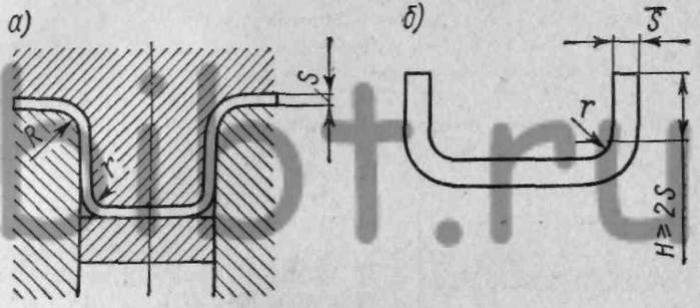
Рис. 35. Схемы назначений радиусов гибки (а) и длины отгибаемой части детали (б)
Для предотвращения искажения формы отверстия, расположенного близко к линии гибки, необходимо принимать расстояние от центра радиуса до края пробитого отверстия не менее двух толщин (а> 2S) материала (рис. 36, а). В противном случае пробивку отверстия следует делать в отдельном штампе после гибки.
Если отверстие расположено близко к линии гибки (а < 2S), то во избежание утяжки следует предусматривать на перегибе технологическое отверстие (рис. 36, б), которое деформируется, в то время как основное отверстие сохранит свою форму.
Для упрощения технологии штамповки и сокращения числа операций форма изогнутой детали должна быть простой, ограниченной прямыми линиями. На рис. 37 показан угольник, в котором упрощение формы позволило применять безотходную штамповку и совместить в одном штампе операцию отрезки и гибки.
Во избежание
трещин в углах при отгибке выступа линию гибки нужно перенести от
углов на величину не менее радиуса гибки (рис. 38, а). Если перенести
ее невозможно, на детали должны быть сделаны местные вырезы (рис. 38,
б, в).
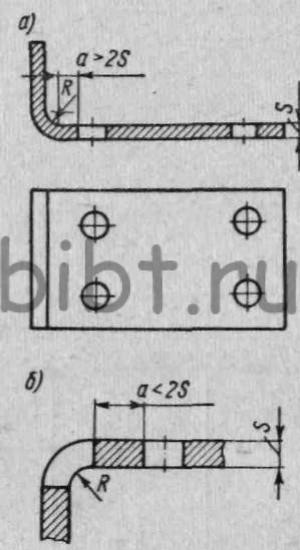
Рис. 36. Схема
расположения отверстий в гнутых деталях
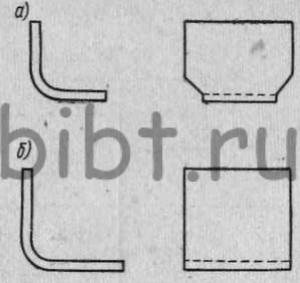
Рис. 37. Конструкции гнутых деталей: а — нетехнологичная; б — технологичная
Величина внутреннего радиуса (r1, r2) должна быть не меньше трех толщин материала, так как при меньших радиусах на боковых полках могут получиться вмятины и задиры (рис. 39).
Недопустимо назначать наружный радиус R меньше суммы внутреннего радиуса и толщины материала, так как это крайне усложняет технологию штамповки и удорожает стоимость детали.
Рис. 40. Гибка
детали с Rн<r + S
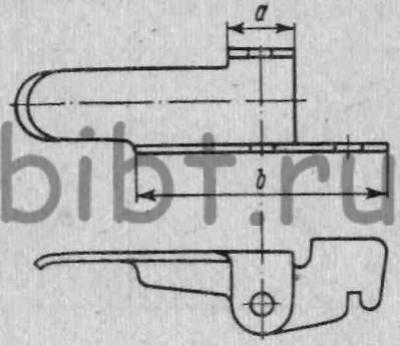
Рис. 41. Пример
нетехнологичной конструкции гнутой детали
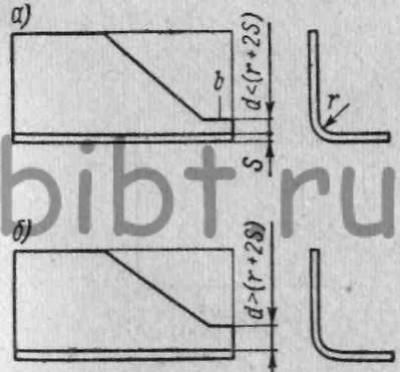
Рис. 42. Конструкции деталей с разной высотой отогнутых полок: а—неправильная; б — правильная
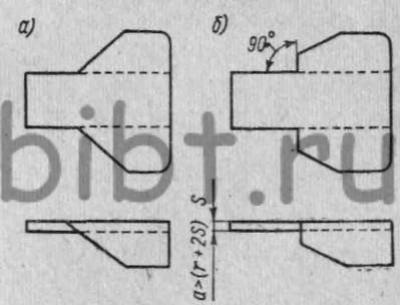
Рис. 43. Конструкция гнутой детали: а — неправильная; б — правильная