| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
3. Углы пружинения при гибке. Диаграммы определения радиусов гибочных штампов и углов пружинения при гибке V-образных деталей. Схема штампа для гибки Г-образных деталей.
Гнутые детали после снятия со штампа распружинивают упруго и меняют угол гибки на величину угла пружинения (рис. 50, а).
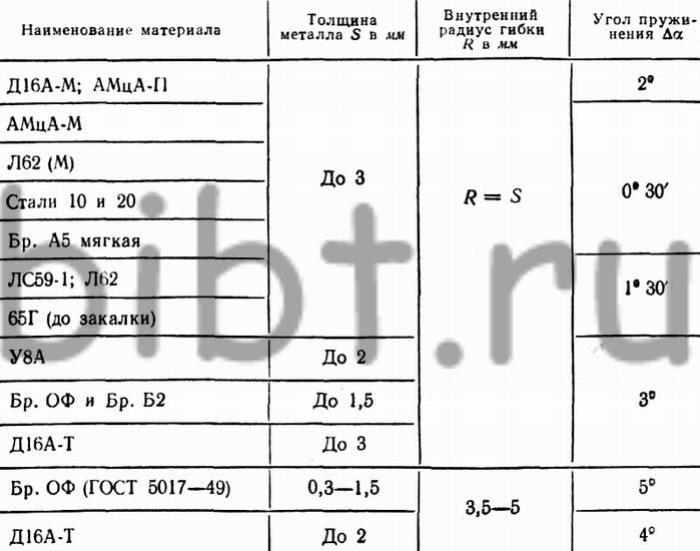
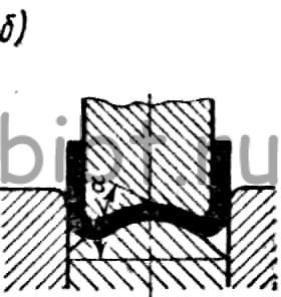
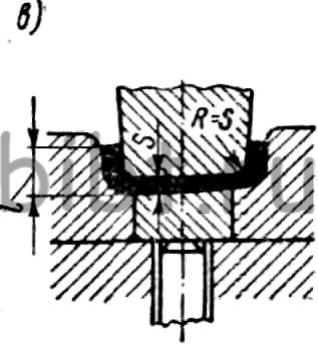
Угол пружинения зависит от механических свойств и толщины материала, радиуса гибки, формы детали и способа гибки (рис. 50, б, в). Средние значения углов пружинения при гибке (без калибровки) V-образных деталей (см. рис. 50, б) приведены в табл. 39—41.
При гибке V-образных деталей с подчеканкой (см. рис. 50, в) табличные значения углов пружинения следует умножать на 0,75—0,8, а при гибке П-образных — на 0,8—0,85.
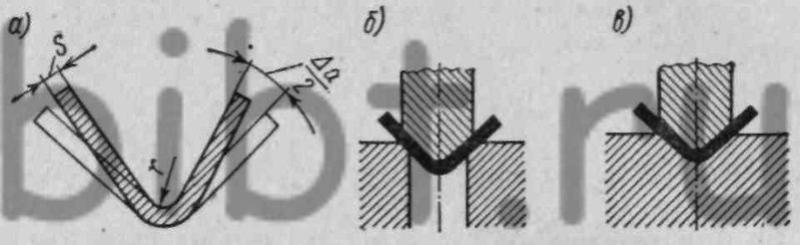
Рис. 50. Схема гибки уголка: а — пружинение при гибке; б — свободная гибка; в — гибка с подчеканкой
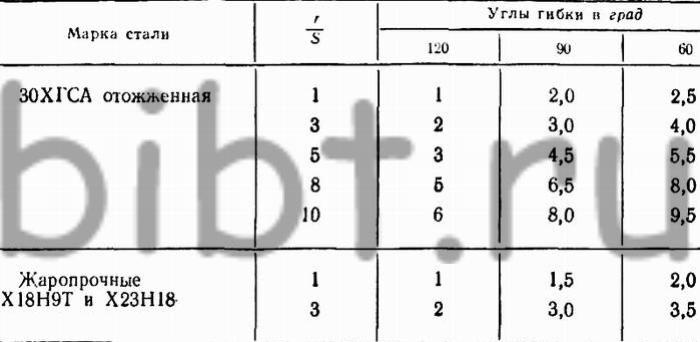
39. Углы пружинения для стали в град
40. Углы пружинения для алюминиевых сплавов в град
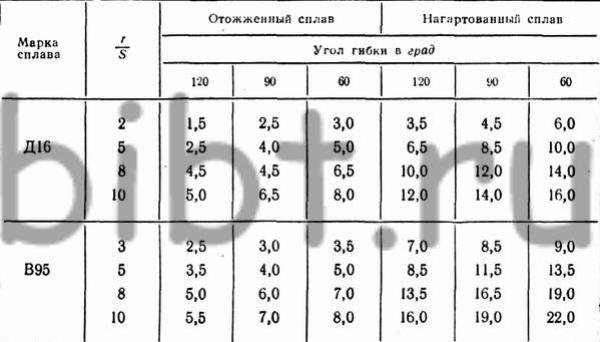
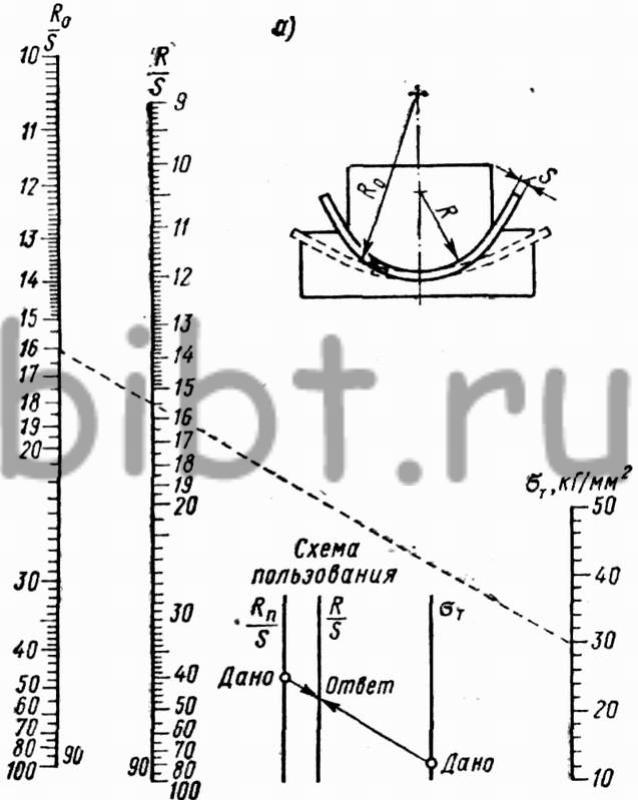
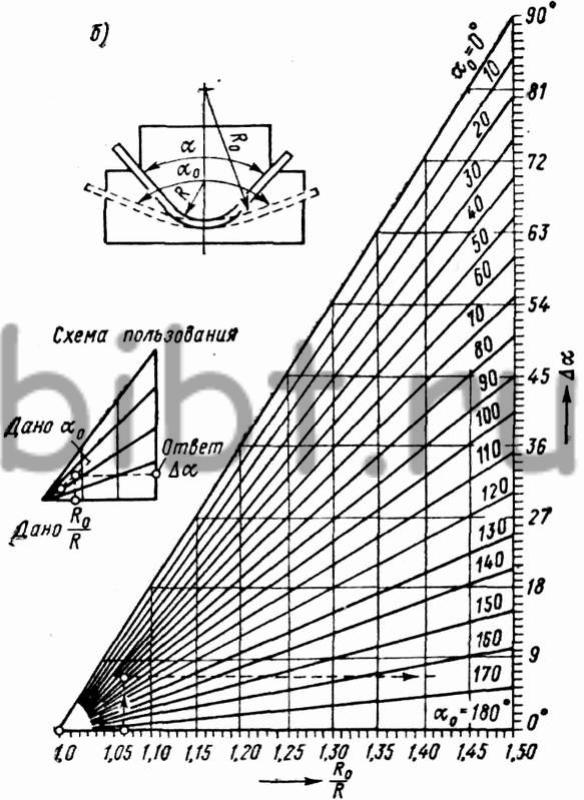
Рис. 51. Диаграммы определения радиусов гибочных штампов (а) и углов пружинения при гибке V-образных деталей (б)
41. Угол пружинения для титановых сплавов в град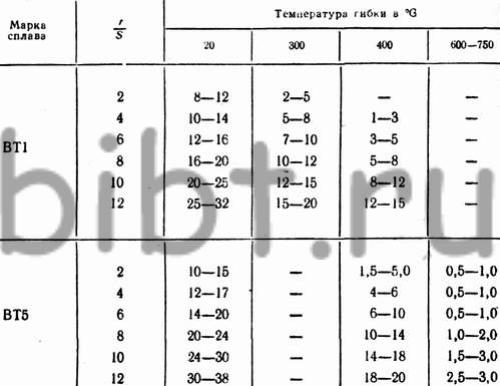
а — применение конусного пуансона и уменьшение зазора между пуансоном и матрицей; |
б — радиусная форма пуансона и выталкивателя; |
в — гибка с калибровкой; |
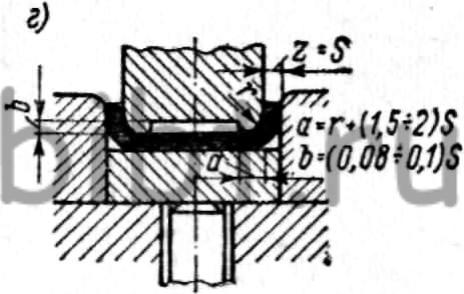
г — гибка с чеканкой; |
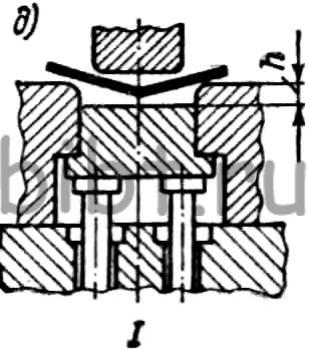 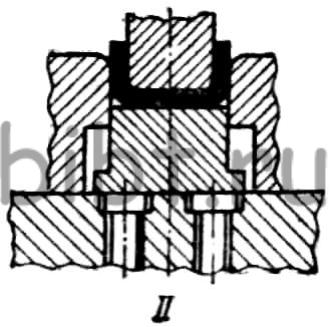
д — применение выталкивателя, расположенного ниже верхней плоскости матрицы Рис. 52. Способы компенсации пружинения при П-образной гибке; а — применение конусного пуансона и уменьшение зазора между пуансоном и матрицей; б — радиусная форма пуансона и выталкивателя; в — гибка с калибровкой; г — гибка с чеканкой; д—применение выталкивателя, расположенного ниже верхней плоскости матрицы (I - начальное положение; II — конечное положение) |
|
Радиусы гибочных штампов для гибки деталей из углеродистых сталей по ГОСТам 380—60 и 1050—60 при отношени и R0/S = 10 приведены на рис. 51, а, а углы пружинения — на рис. 51, б.
Для компенсации угла пружинения при гибке П-образных деталей рекомендуется применять один из способов, показанных на рис. 52. Гибке с калибровкой (рис. 52, в) целесообразно подвергать низкие детали при Н <=(2—3) S с внутренним радиусом закругления R = S, а гибке с чеканкой (рис. 52, г) — детали из мягких материалов толщиной до 1 мм.
При гибке по способу, указанному на рис. 52, д, верхняя плоскость выталкивателя гибочного штампа должна быть ниже матрицы на величину h. Поэтому на начальной стадии гибки под пуансоном образуется некоторый излишек материала, который на конечной стадии вытесняется в углы. Разность высот h подбирается опытным путем.
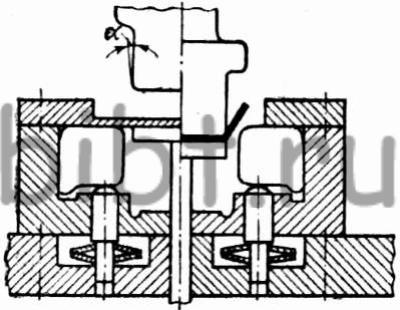
Рис. 53. Гибка в штампе с секционной поворотной матрицей
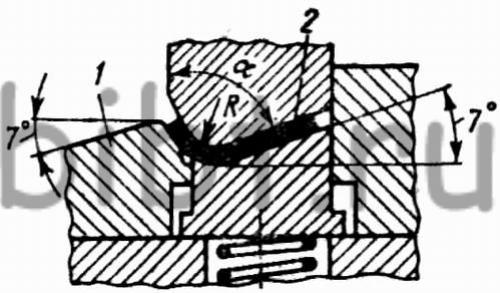
Рис. 54. Схема штампа для гибки Г-образных деталей: 1 - лицевая плоскость; 2—прижимная плоскость
Для гибки стальных деталей с высокими полками рекомендуется применять штампы с секционной поворотной матрицей (рис. 53), позволяющие получать гнутые изделия с прямым углом без пружинения.
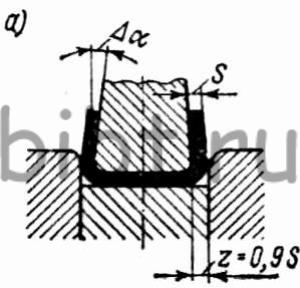
Значения углов пружинения ∆а при гибке П-образных деталей с утонением, когда зазор односторонний, т. е. z =0, 9S (рис. 52, а), приведены в табл. 42. При гибке с прижимом Г-образных деталей (рис. 54) следует прижатую часть детали располагать под углом 7° к горизонтальной плоскости; углы пружинения Да даны в табл. 43.
42. Углы
пружинения при гибке П-образных деталей с калибровкой 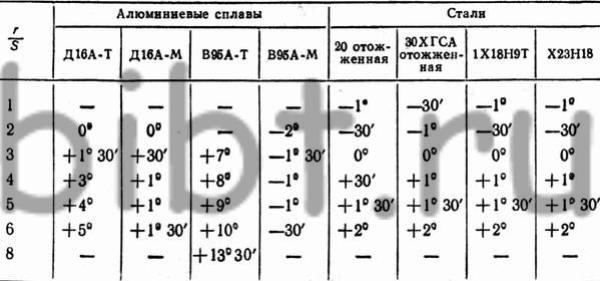
43. Углы
пружинения при гибке Г-образных деталей