
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Вкладыши пресс-форм. Обоймы пресс-форм для сквозного и для врезного вкладышей.
Вкладышем называют часть пресс-формы, которой оформляется наружная часть отливки. От удачного выбора их конструкции и расположения в них оформляющих полостей зависит конструкция, габаритные размеры пресс-формы и качество отливки.
Вдоль лицевой плоскости вкладышей проходит плоскость разъема оформляющей полости пресс-формы. Очертание внутренней полости вкладышей определяется конфигурацией отливки. Наружная конфигурация вкладышей чаще всего бывает прямоугольной или цилиндрической. Их габаритные размеры зависят от расстояния внутренней полости до края вкладыша. Оно должно быть не менее 15—20 мм. Только в случае серийного производства, не требующего длительной эксплуатации пресс-форм, можно уменьшить сечение тела вкладыша до 10 мм.
Высота вкладышей должна быть больше глубины оформляющей полости не менее чем на 15 мм для устойчивого положения посадочной части стержня или вставки. Определяя размеры вкладышей, особое внимание обращают на равномерность сечений.
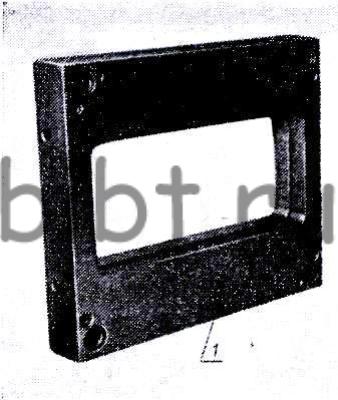
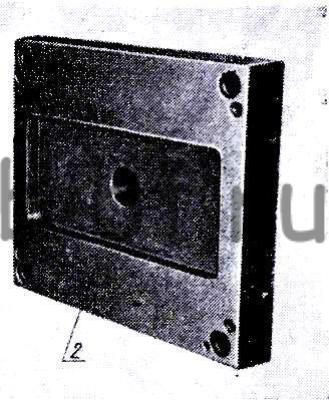
Рис. 40. Обоймы пресс-форм для сквозного (1) и для врезного (2) вкладышей
Вкладыши и вставки крепят в обоймах пресс-формы (рис. 40) разными способами. Врезной вкладыш 2 (рис. 41, а) крепят винтами 3. Недостатком этого способа является растягивание резьбы на винтах, в результате чего посадка вкладышей ослабляется.
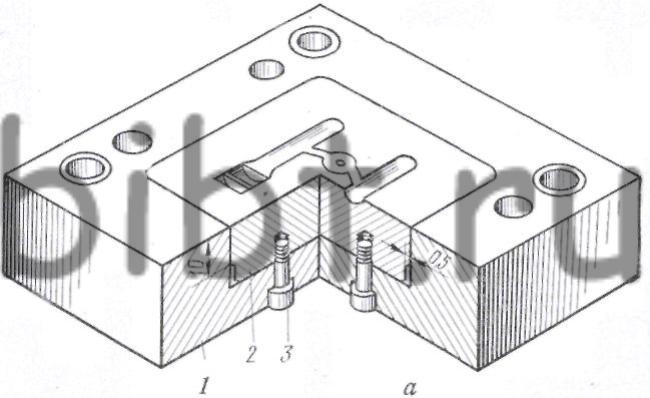
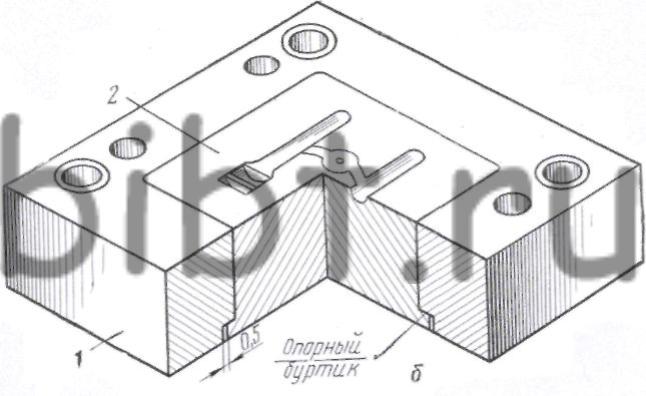
Рис. 41. Вкладыши:
а — врезной, б — сквозной
Сквозной вкладыш 2 (рис. 41, б) крепится в обойме 1 пресс-формы с помощью опорного буртика. Высота буртика в зависимости от усилия выталкивания отливки равна 6—12 мм. Этот способ крепления более надежен и прост, однако требует большего расхода материала.
Вкладыши могут быть изготовлены из целой стальной заготовки или из небольших, жестко скрепленных между собой частей (вставок).
При изготовлении сложных отливок, когда требуются неподвижные стержни большой длины или сложная пресс-форма, применяют несколько вставок, что значительно упрощает механическую обработку при изготовлении пресс-формы.
Оформляющие размеры вкладышей и вставок выполняют в пределах 3—4-го классов точности, посадочные размеры — по напряженной посадке класса точности 2а. Шероховатость оформляющих поверхностей вкладышей и вставок должна быть 9—10-го классов, посадочных — 7-го класса.