
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. Кислородно-флюсовая резка. Сущность процесса кислородно-флюсовой резки. Состав и области применения флюсов для кислородно-флюсовой резки. Режимы разделительной кислородно-флюсовой резки высоколегированных сталей.
Для высоколегированных хромистых и хромо-никелевых сталей обычные приемы кислородной резки непригодны. Объясняется это тем, что эти стали при окислении образуют тугоплавкие и густотекучие окислы, которые не поддаются удалению кислородной струей и затрудняют доступ кислорода к поверхности обрабатываемого металла. Обычная кислородная резка чугуна также затруднена, так как температура плавления чугуна ниже температуры горения железа, я поэтому чугун начинает раньше плавиться, чем сгорать а кислороде. Кроме того, образующиеся тугоплавкие окислы кремния препятствуют нормальному процессу резки. Цветные металлы не поддаются резке из-за высокой температуры плавления их окислов и значительной теплопроводности, препятствующей концентрации необходимого количества тепла в зоне резки. Для резки всех этих металлов применяется кислородно-флюсовая резка.
Сущность процесса кислородно-флюсовой резки состоит в том, что в струю режущего кислорода непрерывно подается флюс (в основном железный порошок), при сгорании которого дополнительно выделяется теплота, повышающая температуру в зоне резки, в результате чего образующиеся окислы не затвердевают. Одновременно с этим продукты сгорания флюса уменьшают концентрацию тугоплавких окислов и тем самым понижают температуру их плавления и придают большую жидкотекучесть.
Техника кислородно-флюсовой резки в основном та же, что и для обычной кислородной резки. Резка может быть как ручной, так и механизированной. При механизированной резке кислородно-флюсовые резаки устанавливают на любую серийную газорезательную машину. Применяют как разделительную, так и поверхностную кислородно-флюсовую резку. В качестве горючего используют ацетилен и газы - заменители ацетилена. Составы наиболее распространенных флюсов и железных порошков для кислородно-флюсовой резки приведены соответственно в табл. 74, 75.
74. Состав и области применения флюсов для кислородно-флюсовой резки
| Группа
флюсов |
Состав флюса, весовые % (по массе) | Область
применения |
||||||
| железный порошок ПЖ2 - ПЖ5 (ГОСТ 9849-61) | кварцевый песок (ГОСТ 4417-48) | алюминиевый порошок АПВ | алюминиево- магниевый порошок ПАМ-2 или ПАМ-3 | силико- кальций марки КаСи-1 или КаСи-2 | ферро силиций Си-45 | ферро - фосфор ФФ | ||
| I | 100 - - 80-90 |
- 100 - - |
- - - 10-20 |
- - 60-80 - |
- - - - |
- - 20-40 - |
- - - - |
Разделительная резка высоколегированных хромистых и хромо-никелевых сталей и сплавов |
| II | 65-75 65-75 |
- 20-25 |
- 5-10 |
- - |
- - |
- - |
25-35 - |
Разделительная резка чугуна |
| III | 70-80 70-80 70-75 |
- 15-20 - |
20-30 5-10 15-20 |
- - - |
- - - |
- - - |
- - 10-15 |
Разделительная резка меди, латуни, бронзы |
| IV | 100 - |
- - |
- - |
- 25-30 |
- 70-75 |
- - |
- - |
Поверхностная резка высоколегированных хромистых и хромоникелевых сталей |
75. Химический состав железных порошков (ГОСТ 9849-74)
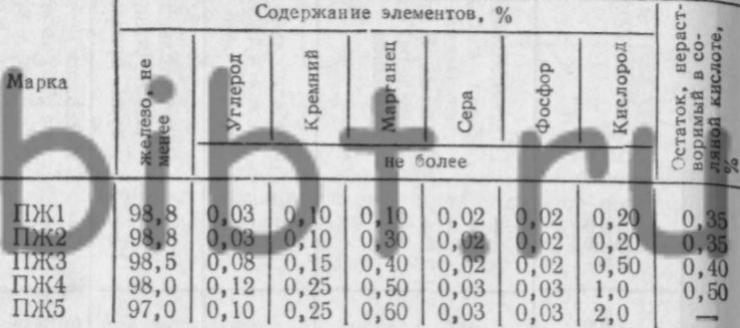
Наилучшее качество реза получается при резке хромистых и хромоникелевых сталей. Удовлетворительные резы получаются при резке чугуна. Поверхность реза сплавов на медной основе значительно хуже, а поэтому после кислородно-флюсовой резки этих сплавов, как правило, необходима последующая механическая обработка. Алюминий и его сплавы при кислородно-флюсовой резке образуют очень неровную поверхность реза. Режимы кислородно-флюсовой резки приведены в табл. 76-81.
76. Режимы разделительной кислородно-флюсовой резки высоколегированных сталей
| Параметры | Типы установки | Толщина разрезаемой стали, мм | |||||
| 10 | 30 | 50 | 100 | 150 | 200 | ||
Скорость резки, мм/мин |
УРХС-5 | 750 | 490 | 400 | 300 | 260 | 230 |
| УФР-2 | 300 | 250 | 200 | 130 | - | - | |
Расход кислорода, м3/м |
УРХС-5 | 0,18 | 0,50 | 0,80 | 1,50 | 1,90 | 2,75 |
| УФР-2 | 0,75 | 1,10 | 1,50 | 2,0 | - | - | |
Расход ацетилена, л/м |
УРХС-5 | 17 | 30 | 40 | 60 | 95 | 130 |
| УФР-2 | 40 | 60 | 80 | 120 | - | - | |
Расход железного порошка, кг/м |
УРХС-5 | 0,20 | 0,30 | 0,38 | 0,50 | 1,15 | 1,30 |
| УФР-2 | 0,60 | 0,80 | 1,0 | 2,0 | - | - | |
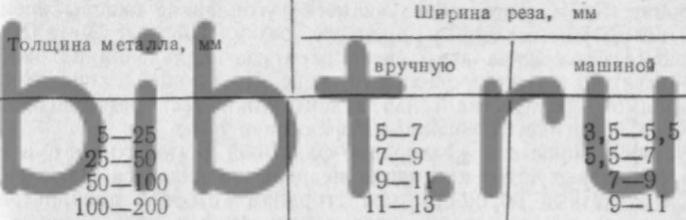
77. Ширина реза при кислородно-флюсовой резке
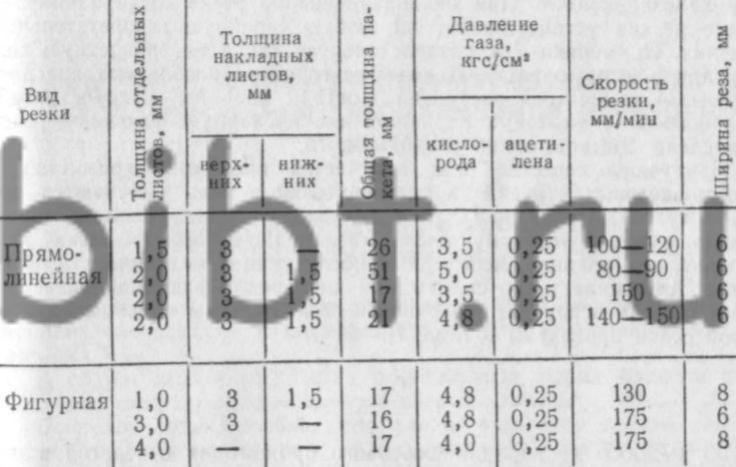
78. Режимы пакетной кислородно-флюсовой резки высоколегированной стали
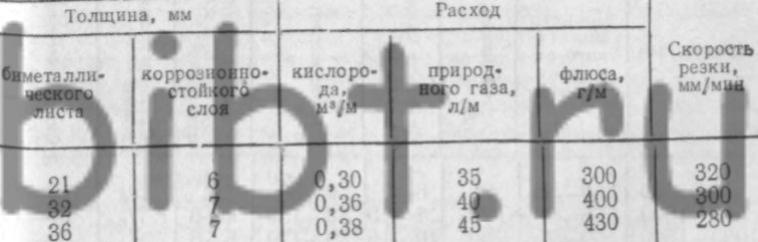
79. Режимы кислородно-флюсовой резки двухслойной стали
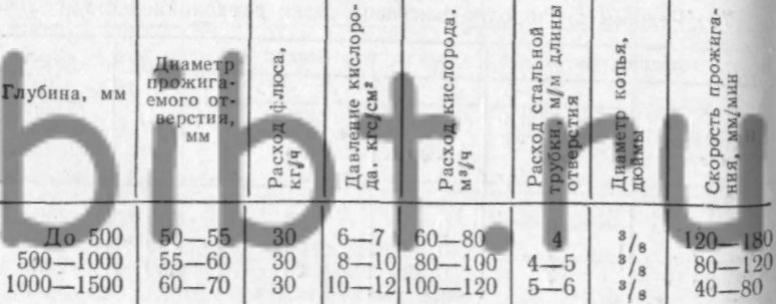
80. Режимы кислородно-флюсового прожигания отверстий в железобетоне
81. Скорость обработки бетона и расход материала в зависимости от способа резки
| Способ резки | Скорость обработки бетона, см3/мин | Расход материала на 1 дм3 удаляемого бетона | |||
| труб, кг | проволоки, кг | кислорода, м3 | флюса, кг | ||
Кислородным копьем |
167 | 5,8 | 0,2 | 2,0 | - |
Кислородно-флюсовая |
100 | - | - | 5,5 | 4,5 |
Кислородно-порошковым копьем |
300 | 0,5 | - | 2,5 | 2,5 |