
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Штампы для гибки. Гибочный штамп для получения изделия волнистого профиля из плоской заготовки.
Гибочные штампы применяются для придания изогнутой формы изделию. Процесс гибки состоит в том, что плоскую заготовку кладут на матрицу, имеющую форму изогнутого издeлия и придавливают сверху пуансоном. Контур пуансона параллелен контуру матрицы и отстоит от нее на расстоянии толщины изгибаемого изделия. Гибка является очень распространенной операцией холодной штамповки и осуществляется в штампах на универсальных одностоечных и двухстоечных прессах, а также на гидравлических прессах.
После того как изделие вынуто из штампа, благодаря упругим свойствам металла меняются угол и радиус гибки. Это свойство называется пружинением. Углом пружинения называется разница между углами гибки изделия при нахождении в штампе и вне его. Некоторые изделия нельзя изогнуть в одном штампе, поэтому для таких изделий -изготовляют операционные штампы, каждый из них производит только одну операцию гибки.
На рис. 125 показан гибочный штамп, предназначенный для получения изделия волнистого профиля из плоской заготовки. Верхняя и нижняя плиты штампа с направляющими колонками представляют собой стандартный универсальный блок, на который монтируется матрица 4 с упором 3 и пуансоном 2. Заготовка 1 перед гибкой закладывается между упорами 3. При движении вниз пуансон вдавливает заготовку в матрицу и придает ей требуемую форму.
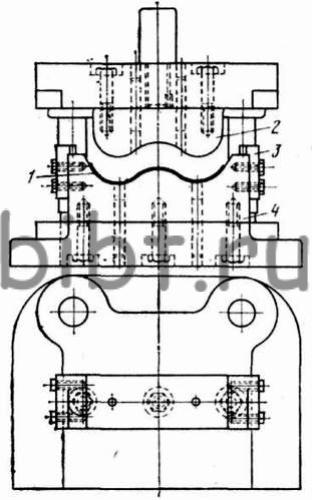
Рис. 125. Гибочный штамп для получения изделия волнистого профиля из плоской заготовки
К штампам для гибки относятся завивочные и скручивающие штампы. В завивочных штампах производится гибка простых по форме изделий: колец, петель, рамок из стальной проволоки. Процесс завивки состоит в том, что уступ пуансона, нажимая на проволоку, сгоняет ее по наклонной плоскости матрицы, у которой рабочие кромки закруглены. Проволока обвивается вокруг пуансона, а пуансон проталкивает завиток изделия через цилиндрический участок матрицы, который является калибрующим. При обратном ходе ползуна пресса изделие легко снимается с пуансона вследствие упругой деформации.
Принцип работы штампа для скручивания заключается в том, что поворот одной части заготовки относительно другой осуществляется благодаря специальной форме пуансона и матрицы.
Заготовка первоначально занимает в подставке горизонтальное положение, затем под воздействием пуансона оба конца заготовки скручиваются одновременно. Такое скручивание может быть осуществлено при углах поворота не более 90°.
На машиностроительных заводах с крупносерийным и массовым производством для завивки и скручивания изделий применяют автоматы и специальные агрегаты.