
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Штампы для вытяжки. Усилие прижима при вытяжке изделий цилиндрической формы. Складки при вытяжке. Смазка при вытяжке.
Вытяжные штампы применяются для изготовления изделий различной формы. В результате вытяжки, например, из круглого плоского кружка материала можно получить изделие цилиндрической формы с дном (рис. 126, а, б). При вытяжке масса и объем материала не изменяются, а лишь изменяется форма заготовки. После вытяжки изделие имеет разную толщину стенок. В местах перехода от дна к стенкам материал утоняется.
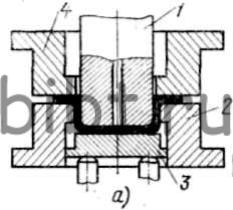
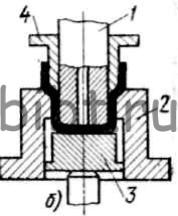
Рис. 126. Вытяжные штампы:
а - для первой операции, б - для второй операции
Для избежания образования складок при вытяжке на прессах простого (единичного) действия применяют прижимы - буфера, вмонтированные в штампы, или пневматические подушки. Для глубокой вытяжки применяют прессы двойного действия, которые имеют наружный ползун для прижима материала и подушку для выталкивания изделия.
Усилие прижима зависит от удельного давления, механических свойств вытягиваемого материала и радиуса закругления вытяжной кромки матрицы.
Усилие прижима при вытяжке изделий цилиндрической формы с дном для первой операции определяют по формуле Q=(π/4*[D2-(d1+2r)2]q, где D - диаметр заготовки, мм; d1 - диаметр вытяжки, мм; r - радиус закругления вытяжной кромки, мм; q - удельное давление для мягкой стали и латуни, Па (кгс/мм2).
Если в качестве прижима применяют пружину или резиновый буфер, то в начальный момент должно быть обеспечено минимальное давление, так как при увеличении глубины вытяжки давление увеличивается. При использовании пневматической подушки усилие прижима почти постоянно, что способствует повышению качества вытяжки. Глубокие изделия вытяжкой изготовляют в две и более операции.
Конструкции вытяжных штампов зависят от формы изделия и номера выполняемой операции вытяжки, соотношения размеров изделия и заготовки. Отношение диаметра изделия к диаметру заготовки называется коэффициентом вытяжки, который определяют по формулам m1=d1/D - для первой операции; m2=d2/d1 - для второй операции.
Коэффициенты вытяжки и поправочные коэффициенты приведены в гл. I.
Зная коэффициент вытяжки, размер изделия по операциям определяют по формулам d1=m1D - для первой операции; d2= m2d1 - для второй операции.
На коэффициент вытяжки влияет радиус закругления матрицы и пуансона. Радиус закруглений в зависимости от толщины материала должен быть: для мягкой стали -10S, для латуни - 5S, для алюминия - 7S.
На матрице штампа для вытяжки прямоугольных и квадратных изделий устанавливают перетяжные ребра, которые увеличивают надежность прижима. Избыток металла в заготовке имеется на закругленных углах в местах прижима заготовки.
Складки при вытяжке образуются вследствие большого зазора между пуансоном и матрицей и недостаточной силы прижима. Когда зазор мал, может быть отрыв дна изделия. Установленные зазоры между матрицей и пуансоном для вытяжных штампов составляют для мягкой стали (1,2-:-1,4)S, латуни и алюминия (1,1-:-1,2)S при первой операции. Для последующих операций соответственно (1,1-:-1,2)S.
На рис. 126 показаны два разных (непоследовательных) штампа: для первой (a) и второй (б) вытяжных операций. Штампы предназначены для пресса двойного действия. Пуансон 1 закрепляется на внутреннем ползуне пресса, а прижим 4 - к наружному ползуну. Заготовка укладывается на матрицу 2. После включения пресса сначала опускается прижим 4, а затем пуансон 1. Во время вытяжки прижим 4 остается неподвижным. Выталкиватель 5, оказывая противодавление под действием пневмоподушки, двигается вместе с пуансоном 1. После вытяжки пуансон 1 первым поднимается вверх, а прижим 4, оставаясь неподвижным, снимает изделие с пуансона. Только после отхода прижима изделие выталкивается из матрицы выталкивателем 3.
Прижим для второй операции (см. рис. 126, б) имеет другую конструкцию: при опускании входит внутрь полого изделия, вытяжка которого производится на меньший диаметр. При этой конструкции устраняется складкообразование, уменьшается утонение у дна изделия, а также усилие вытяжки.
Смазка при вытяжке повышает стойкость штампов, снижает коэффициент трения и величину усилия при вытяжке. Смазочный материал должен обладать смачиваемостью, т. е. прилипать к смазываемым поверхностям; сохранять свои свойства при работе и хранении; не вызывать коррозию (ржавчину) штампуемых изделий и пресса; быть безвредным для человека; легко наноситься на поверхности штампуемых изделий и легко удаляться с них.
При глубокой вытяжке применяют смесь веретенного масла, солидола и талька. При малой глубине вытяжки, а также при вытяжке сферообразных изделий применяются мыльный раствор, эмульсия и др.
Состав смазки (%) для глубокой вытяжки: веретенное масло 40, солидол 20, тальк 11, сера 8, спирт 1 (серу вводят в виде измельченного порошка).
Состав смазки для неглубокой (легкой) вытяжки: зеленое мыло 20, вода 80.
На Горьковском автозаводе, например, для сложной вытяжки применяют смазку следующего состава, %: веретенное масло 52, мылонафт 20, тальк 18, гипс 2,5, древесная мука 5,5.
Для тяжелых штамповок (меловая смазка, %): веретенное масло 33; сульфидированное касторовое масло 1,5; рыбий жир 1,2; мел 45; олеиновая кислота 5,5; едкий натр 0,7; вода 13. Растворимая смазка: эмульсион жидкий 37; мел 45; кальцинированная сода 1,3; вода 16,7.
Смазка при вытяжке с утонением и холодном выдавливании стали: медный купорос - 4,5-5 кг; поваренная соль - 5 кг; серная кислота - 7-8 л; столярный клей - 200 г; вода - 80--100 л.
Примечание. Клей предварительно растворяют в горячей воде, после чего растворяют остальные компоненты. Омедненные заготовки хранятся в горячем мыльном растворе, из которого подаются на вытяжку.