
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. Вырезные и вытяжные штампы больших размеров. Крупрогабаритный вырезной штамп. Вытяжной штамп к прессу двойного действия. Пластмассовые штампы.
Изготовление и наладка штампов больших размеров трудоемки. Такие штампы применяют в основном для штамповки облицовочных деталей автомобилей, самолетов, вагонов, сельскохозяйственных и других машин. Штампы больших размеров применяют для вырезки, вытяжки, обрезки, пробивки и совмещенных операций.
Окончательные размеры и форма деталей с криволинейными поверхностями доводятся во время испытания и наладки штампа, так как при вырезке заготовок этих деталей трудно получить, высокую точность. Вырезной штамп показан на рис. 127. Прямоугольная заготовка фиксируется по двум упорам 16 и одному упору 3. Съемники 2, 5, 18 и 19 и подъемные штифты 13 работают с помощью пружин и служат для сбрасывания со штампа вырезных заготовок изделия и отходов от листа. Планки 20, 21 и 22 поддерживают штампуемые изделия в горизонтальном положении.
Чтобы удобнее было удалять отход, замкнутый контур его разрезается при штамповке на четыре части режущими кромками верхних пуансонов 17 и нижних ножей 4 с рекомендуемыми размерами (вид по стрелке К) в зависимости от толщины материала 5. Угол режущей кромки α=1-:-3°, расстояние между режущими кромками ножей в нижнем положении штампа (1-:-2)S, высота уступа ножей (3-:-5)S.
На верхнюю 11 и нижнюю 14 плиты устанавливают режущие секции 9 матрицы и пуансона 15. Хорошая взаимная пригонка секций, которая обеспечивает одинаковый зазор между режущими кромками, является необходимым условием высококачественной работы штампа. Направляющие колонки 7 и 8 на крупных вырезных штампах изготовляются массивными и устанавливаются по четырем углам штампа (6 - основание штампа).
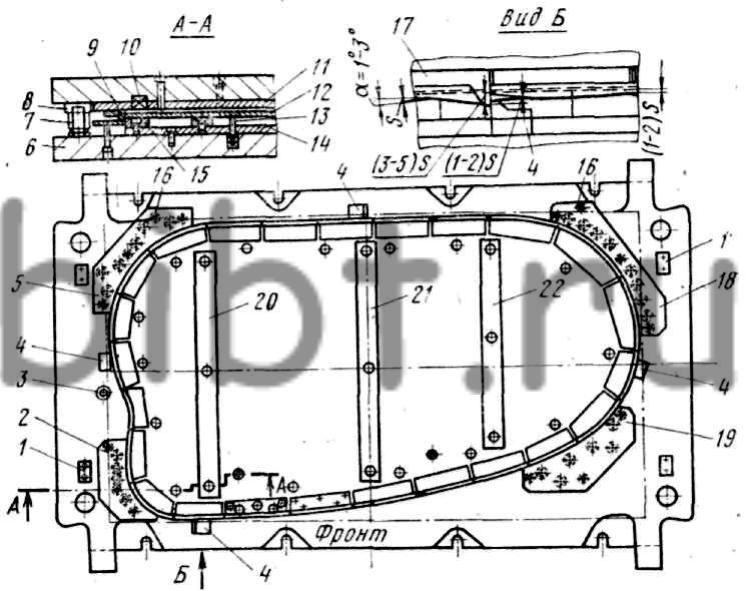
Рис. 127. Крупрогабаритный вырезной штамп
Для выталкивания изделий из матриц имеется выталкиватель 12, работающий под действием пружин 10. Характерными штампами больших размеров для холодной штамповки являются вытяжные штампы, применяемые на прессах двойного, тройного и одинарного действия. Такие штампы изготовляются в основном из литых деталей.
Вытяжной штамп для пресса двойного действия показан на рис. 128. Матрица 7 изготовлена с формообразующей поверхностью, соответствующей наружной форме изделия. Пуансон 5 выполнен так, что он по высоте наращивается чугунной плитой 4, которая крепится к плоскости внутреннего ползуна пресса. Центрирование прижимного кольца 8 относительно матрицы 7 достигается с помощью двусторонних приливов с направляющими планками 1, закрепленными на кольце.
В матрице под планки обработаны П-образные выемки. Пуансон 5 в свою очередь направляется планками 6, которые двигаются по выступам проема окна прижимного кольца 8. Направляющие планки 1, 6 при изготовлении и эксплуатации штампа подгоняются в индивидуальном порядке. Параллельно вытяжному контуру матрицы и пуансона располагаются перетяжные ребра 3. Штифты 2 установлены для фиксации заготовки изделия. Перетяжные ребра устанавливают при доводке штампа.
Детали вытяжного штампа представляют собой крупные отливки массой до 5 т и более. Снижение массы деталей штампа достигается благодаря применению переходных плит ребристой конструкции. Радиусы матрицы, как правило, составляют 8 мм, но при необходимости они могут быть увеличены при наладке до 9-10 мм. Для неглубоких и некрупных изделий радиусы вытяжки делают 5-6 мм.
В крупных штампах надежность направляющих планок имеет важное значение, поэтому их (см. поз 1, 6 на рис. 128), подвергают закалке, повышающей износоустойчивость.
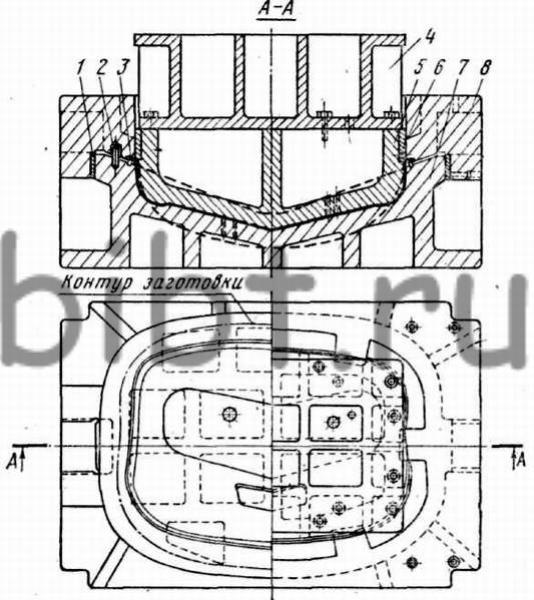
Рис. 128. Вытяжной штамп к прессу двойного действия
На автомобильных заводах (например, на ГАЗе) применяют пластмассовые штампы, преимуществами которых являются резкое снижение трудоемкости изготовления, простота ремонта, экономия высококачественных сталей. Однако по стойкости пластмассовые штампы в 5-6 раз уступают стальным. Пластмассовые крупногабаритные штампы особенно выгодно применять при освоении выпуска новых изделий в краткие сроки.
Как правило, пластмассовый штамп - это двухступенчатая отливка. Сначала изготовляют сердечник, являющийся основным телом рабочей части штампа, затем к сердечнику присоединяют облицовочный слой толщиной 10-15 мм. Пластмассовые штампы (облицовку) изготовляют из эпоксидной смолы.