
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сварка меди. Ручная сварка меди угольным электродом. Ручная сварка металлическим электродом. Ручная аргонодуговая сварка меди.
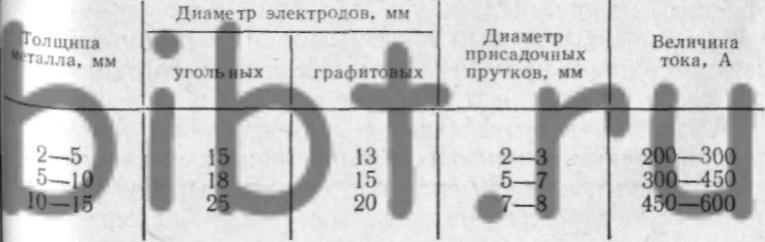
Ручная сварка угольным электродом. Сварку меди угольным или графитовым электродом (табл. 22) выполняют постоянным током прямой полярности. Длина дуги должна быть 35-40 мм, присадочным материалом служат круглые или прямоугольные прутки из меди марки M1 и М2, а также медные прутки с присадкой фосфора, являющегося активным раскислителем. Чтобы избежать перегрева и интенсивного окисления металла присадочного прутка при расплавлении, сечение последнего должно быть 20-25 мм2. Флюсом при сварке служат плавления бура или смесь из 95% прокаленной буры и 5% металлического порошкообразного магния. Перед сваркой порошкообразные флюсы наносят на смоченную жидким стеклом поверхность присадочного прутка или свариваемые кромки, которые затем просушивают на воздухе.
22. Режимы ручной дуговой сварки меди угольным и графитовым электродами
Присадочный пруток и кромки свариваемого металла перед нанесением флюса зачищают металлической щеткой или промывают 10%-ным раствором каустической соды. Для обеспечения полного провара металл толщиной более 4 мм должен иметь разделку кромок с углом раскрытия 70-90°. Сварку стыков ведут на графитовой или асбестовой подкладке, после сварки шов проковывают и быстро охлаждают.
Ручная сварка металлическим электродом. Металлическим электродом сваривают изделия из меди, применяемой в виде проката толщиной более 2 мм. Сварку выполняют постоянные током обратной полярности при общем подогреве изделий до 300-400°С. Стыковые соединения при толщине металла до 4 мм сваривают без разделки кромок. При толщине металла от 5 до 12 мм применяют V-образную разделку кромок с углом раскрытия шва 60-70°.
Электроды «Комсомолец-100» применяют для сварки меди, содержащей не более 0,01% кислорода, и для сварки меди со сталью. Сварку выполняют короткой дугой постоянным током обратной полярности. Электроды МН-5 применяют для сварки трубопроводов из медноникелевого сплава МНЖ5-1 между собой, с латунью Л90 и бронзой марки Бр АМц9-2 с толщиной стенок до 5 мм. Сварку выполняют короткой дугой постоянным током обратной полярности.
Электроды АНМц/ЛК3-АБ предназначены для заварки дефектов в отливках из алюминиевых и алюминиево-никелевых бронз. Сварку выполняют короткой дугой постоянным током обратной полярности.
Ручная аргонодуговая сварка. При ручной сварке меди в защитных газах применяют инертные газы гелий и аргон. Сварку выполняют вольфрамовым электродом постоянным током прямой полярности при общем подогреве изделия до температуры 350-400°С. Присадочным материалом служит проволока из бронзы Бр КМц3-1 и др.
Сварку ведут левым или правым способом. Перед началом сварки дугу возбуждают на графитовой или угольной пластине, а затем переносят на изделие. Зажигать дугу непосредственно на изделии не рекомендуется, так как при этом происходит оплавление и загрязнение вольфрамового электрода. Сварку можно выполнять в нижнем, вертикальном и потолочном положениях.
В среде аргона медь можно сваривать и переменным током, при этом скорость сварки значительно ниже, а внешний вид шва лучше, чем при сварке постоянным током. При сварке переменным током проволокой Бр КМи3-1 бура для раскисления не требуется, так как расплавленный металл не имеет поверхностной пленки: она удаляется вследствие катодного распыления. Катодное распыление основано на движении положительных ионов с большой скоростью к катоду и его бомбардировке. Процесс сварки происходит устойчиво, и сварка возможна во всех пространственных положениях.
На рис. 87 показаны образцы сварных патрубков диаметром до 80 мм из меди МЗС, выполненных аргонодуговой сваркой с применением проволоки Бр КМц3-1 и буры.
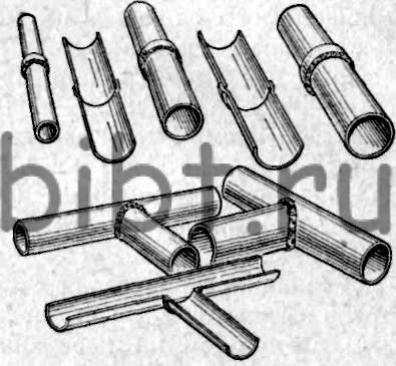
Рис. 87. Образцы медных труб, соединенных аргонодуговой сваркой