
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сварка неповоротных стыков труб. Схема наложения слоев при сварке неповоротных стыков труб диаметров до 400 мм.
Неповоротные стыки труб при толщине стенок до 12 мм сваривают в три слоя, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода.
Стыки труб диаметром более 300 мм сваривают обратно-ступенчатым способом, длина каждого участка должна быть 150-300 мм, порядок их наложения показан на рис. 129.

Рис. 129. Схема наложения слоев при сварке неповоротных стыков труб диаметров до 400 мм (цифрами показана последовательность сварки участков по слоям, а стрелками-направление сварки)
Первый слой образуется при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Величина тока устанавливается 140-170 А, что позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1-1,5 мм на его внутренней стороне.
При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1-2 мм. Перекрытие начала и конца смежного слоя должно составлять 20-25 мм.
Режим для сварки второго слоя тот же, что и для сварки первого слоя. Электрод при сварке второго слоя должен иметь поперечные колебания от края одной кромки к краю другой кромки.
При сварке поверхность каждого слоя может быть вогнутой (рис. 130, а) или слегка выпуклой (рис. 130, б), чрезмерная выпуклость шва, особенно при потолочной сварке (рис. 130, в), может быть причиной непровара.
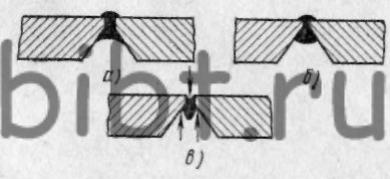
Рис. 130. Поверхность корневого шва:
а - вогнутая, б - слегка выпуклая, в - сильно выпуклая (стрелками указаны возможные места непровара)
Для облегчения наблюдения за зоной сварки в направлении ведения последнего слоя предпоследний слой накладывают в области кромок так, чтобы его поверхность была на 1-1,5 мм ниже свариваемых кромок (рис. 131). Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чём ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному.
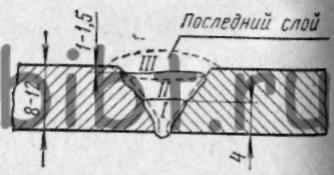
Рис. 131. Схема заполнения разделки кромок