
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Способы получения сварных соединений различной протяженности.
Способы получения сварных соединений различной протяженности. Все сварные соединения по протяженности разделяют на три группы: от 250 до 300 мм - короткие; от 300 до 1000 мм - средней длины; от 1000 мм и более - длинные.
Короткие соединения сваривают от начала к концу выполняемого шва в одном направлении (рис. 32, а). Соединения средней длины сваривают участками (рис. 32, б, в) Длину участка выбирают такой, чтобы его можно было сварить целым числом электродов (двумя, тремя и т. д.). Сварку участков начинают в центре будущего шва и ведут от середины к концам или обратноступенчатым способом от одного края к другому.
Длинные соединения, широко применяемые при изготовлении резервуаров и различных емкостей, чаще всего сваривают вразбивку обратноступенчатым способом (рис. 32, г).
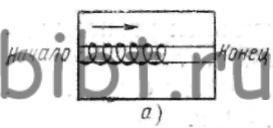
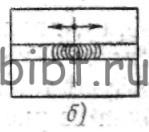
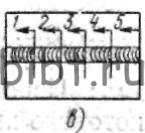
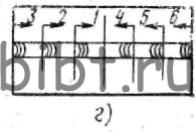
Рис. 32. Способы выполнения сварных соединений различной протяженности:
а - сварка на проход для выполнения коротких соединений, б - сварка соединений средней длины от середины к концам шва, в - сварка обратноступенчатым способом для выполнения соединений средней длины, г - сварка обратноступенчатым способом от середины к концам шва для выполнения длинных соединений; 1-6 - последовательность наложения швов