
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 32. Сварка стыковых соединений в различных пространственных положениях. Выполнение стыковых соединений по сечению.
Выполнение стыковых соединений по сечению. Сварку стыковых соединений выполняют с одной или двух сторон. Для борьбы с прожогами применяют остающиеся или съемные подкладки. Остающиеся подкладки изготовляют из стальных полос толщиной 2-4 мм при ширине 30-40 мм. Съемные подкладки изготовляют из материала, который во время сварки не плавится, т. е. обладает хорошей теплопроводностью и теплоемкостью; этим требованиям отвечает медь, а также керамика или графит. Съемные подкладки в процессе сварки иногда охлаждают проточной водой.
Сварка на подкладках имеет следующие преимущества: сварщик работает более уверенно, не боится прожогов и натеков и может увеличить сварочный ток на 20-30%; исключается необходимость подварки корня шва с обратной стороны.
При сварке стыковых соединений с разделкой кромок в зависимости от толщины свариваемых листов (от 3 до 26 мм), положения шва в пространстве, диаметра электрода сварку выполняют в два и более слоев. Выполнение шва начинают с наложения первого слоя, состоящего из одного валика. Дугу возбуждают на скосе кромки, а затем, переместив дугу на середину соединения, проваривают края скоса кромок (корень шва). На скосах кромок движение электрода замедляют, чтобы улучшить их провар, а при переходе конца электрода с одной кромки на другую скорость его движения увеличивают для того, чтобы избежать прожога притупленных кромок.
При сварке первого слоя применяют электроды диаметром 2, 3 или 4 мм. Электроды большего диаметра не обеспечивают надежный провар корня шва. Перед наложением следующего слоя поверхность предыдущего зачищают от шлака и брызг. Образование шва заканчивают наплавкой валика высотой 2-3 мм над поверхностью основного металла. После заполнения всего сечения шва со стороны разделки кромок с приданием ему требуемого усиления изделие поворачивают, а затем пневматическим зубилом или воздушно-дуговой строжкой вырубают или выплавляют в корне шва канавку шириной 8-10 мм и глубиной 3-4 мм, которую заваривают за один проход швом, придавая ему небольшую выпуклость. Конкретно стыковые соединения по сечению могут выполняться за один или несколько слоев и за несколько проходов и слоев - многопроходная многослойная сварка (рис. 34).
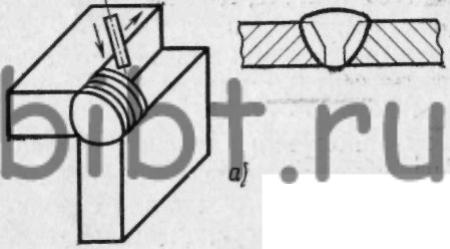

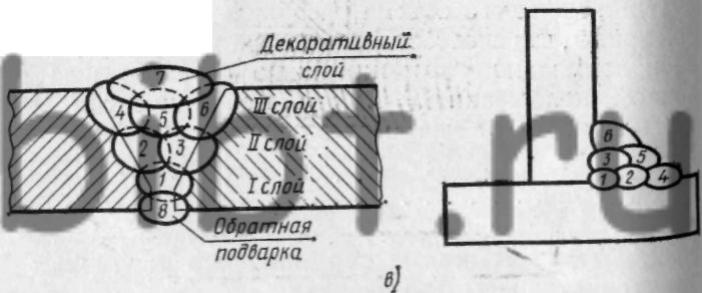
Рис. 34. Схема заполнения швов по сечению:
а - однопроходная сварка, б - многослойная, в - многослойная многопроходная; I-VI - слои шва, 1-8 - очередность наложения валиков
При выполнении многослойных и многослойных многопроходных швов корневой слой выполняется так, как это показано на рис. 35.
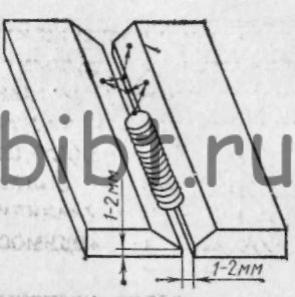
Рис. 35. Выполнение первого слоя при сварке стыкового соединения, имеющего разделку кромок
В этом случае сварочную дугу вначале зажигают либо на особой пластине, либо на одной из свариваемых кромок. Затем быстро электродом проходят через зазор между кромками, замедляя движение электрода на свариваемых кромках. При этом внимательно следят за равномерным плавлением кромок.