
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сварка стыковых швов в потолочном положении. Потолочные швы.
Выполнение стыковых швов в потолочном положении. При выполнении таких швов необходимо накладывать узкие и широкие валики. Узкие и широкие (в основном это предпоследние) валики укладываются в разделку кромок. Декоративные валики, укладываемые на поверхности металла, служат для усиления шва. Узкие валики выполняются по схемам, приведенным на рис. 42.
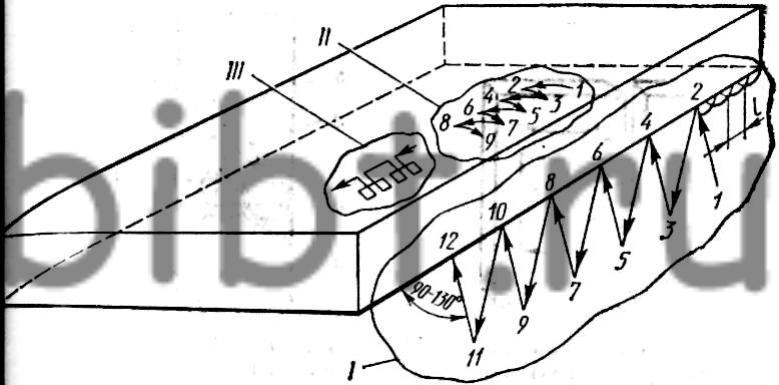
Рис. 42. Схема наложения узких валиков в потолочном положении:
I - лесенкой, II - полумесяцем, III - обратнопоступательно, l - диаметр закристаллизовавшейся капли металла
Сущность наложения валиков в потолочном положении «лесенкой» состоит в том, что электрод располагают к плоскости под углом 90-130°. Затем из точки 1 переводят его к изделию и зажигают дугу в точке 2. После образования маленькой порции расплавленного металла электрод на расстоянии 5-12 мм от потолочной плоскости отводят в точку 3. Затем его возвращают в точку 4 и т. д. При возвращении электрода в точки 2, 4, 6, 8, 10, 12 и т. д. расплавленный металл накладывают на остывшую порцию металла на длину l/2 или l/3.
Сущность сварки полумесяцем состоит в том, что электрод располагают, как и в первом случае, под углом 90- 130° к плоскости и, манипулируя электродом по схеме полумесяца, беспрерывно заходят концом электрода на закристаллизовавшуюся часть металла и наплавляют узкий валик.
Обратнопоступательный способ наплавки узких валиков в потолочном положении состоит в том, что концом электрода электросварщик беспрерывно возвращается назад на кристаллизующуюся часть металла, но постоянно удлиняет валик по протяженности. При наплавке широких валиков в различных вариациях используют или сочетают вместе все три приведенных выше варианта при наплавке узких валиков.
Потолочные швы являются наиболее трудными для выполнения, так как расплавленный металл всегда стремится вытечь из сварочной ванны вниз. Незастывший металл удерживается в сварочной ванне силами поверхностного натяжения и давлением дуги. Объем сварочной ванны должен быть минимальным, поэтому сварка возможна только при короткой дуге. Ток должен быть на 15-20% меньше, чем при сварке в нижнем положении. Потолочную сварку выполняют сварщики-потолочники, прошедшие специальную подготовку.
Вопросы для самопроверки
1. Какие условия требуются для получения высокого качества сварного шва?
2. Как выполняются швы в потолочном положении?