
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Электрошлаковая сварка. Разновидности сварки под флюсом. Схема электрошлаковой сварки.
Сущность процесса заключается в следующем. В начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает - шунтируется, а ток, проходя по электропроводному расплавленному шлаку, выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки. Расплавленный металл сварочной ванны, кристаллизуясь образует сварной шов (рис. 3, б).
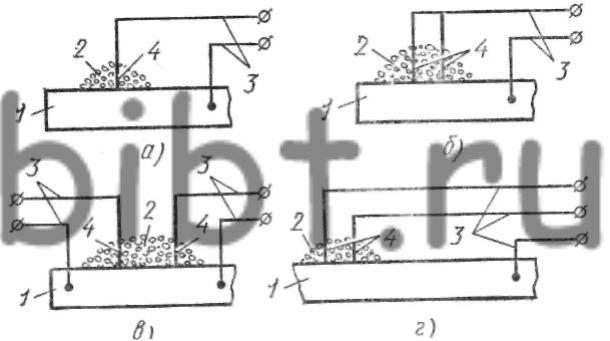
Рис. 2. Разновидности сварки под флюсом:
а - однодуговая, б - однодуговая с расщепленным электродом, в - двухдуговая, г - трехфазной дугой; 1 - свариваемое изделие, 2 - флюс, 3 - сварочные провода, подводящие сварочный ток от источника питания к сварочной дуге, 4 - электрод
Практически этот процесс (рис. 3, а) происходит между кромками основного металла 2, которые располагаются вертикально с большим зазором. Для формирования шва, т. е. для удержания расплавленного металла сварочной ванны, по обе стороны соединения устанавливаются медные ползуны 5, охлаждаемые водой.
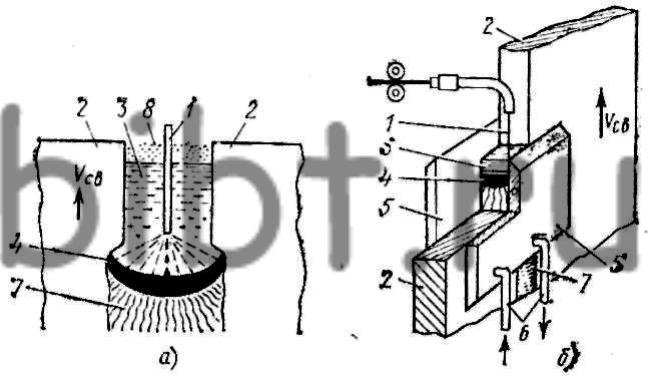
Рис. 3. Схема электрошлаковой сварки:
1 - электрод, 2 - свариваемый металл, 3 - расплавленный флюс - электропроводный шлак, 4 - расплавленный металл, 5 - медные ползуны, 6 - подача воды для охлаждения ползунов, 7 - сварной шов, 8 - флюс; Vсв - скорость сварки
В зону сварки подается электродная проволока 1, которая под слоем флюса 8 и возбуждает горение сварочной дуги. Преимущества этого вида сварки:
возможность сварки за один проход металла большой толщины;
не требуется удаление шлака и настройки режима сварки для выполнения последующего прохода, как это делается при других видах сварки;
возможность выполнения сварки без разделки кромок и исключение разбрызгивания металла;
возможность использования для сварки практически неограниченного количества электродов (проволок);
исключение термической обработки сварного шва при сварке сталей, склонных к образованию усадочных трещин;
высокая производительность и экономия флюса.
Недостатки этого вида сварки:
возможность сварки металла толщиной не менее 16 мм;
сварка практически возможна только в вертикальном положении;
возможно образование неблагоприятных структур за счет термической обработки шва и зоны термического влияния.
По виду электрода электрошлаковая сварка делится на сварку проволочным, пластинчатым электродом и плавящимся мундштуком;
по наличию колебаний электрода - без колебаний и с колебаниями электрода;
по количеству электродов с общим подводом сварочного тока - на одноэлектродную, двухэлектродную и многоэлектродную.