
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 42. Способы наложения валиков и техника выполнения швов при ручной аргонодуговой сварке.
Аргонодуговую сварку неплавящимся электродом можно выполнять как с присадочным материалом, так и без него При сварке без присадочного материала шов образуется за счет расплавления кромок свариваемого металла. Горелка движется только поступательно вдоль свариваемых кромок (рис. 55).
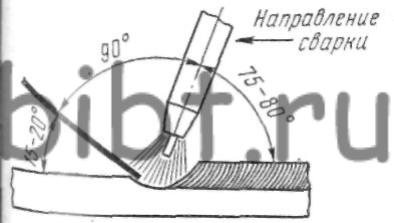
Рис. 55. Положения горелки и присадочного прутка при аргонодуговой сварке
Подачу аргона надо включать за 15-20 с до возбуждения дуги с целью продувки шлангов от воздуха. Выбор диаметра вольфрамового электрода и диаметра сварочной проволоки зависит от толщины свариваемого металла. Величину сварочного тока выбирают в зависимости от диаметра вольфрамового электрода. Зависимость диаметра вольфрамового электрода от толщины свариваемых металлов приведена в табл. 9.
9. Зависимость диаметра вольфрамового электрода от толщины свариваемого металла
| Толщина свариваемого материала,мм | Диаметр электрода, мм |
| Цветные металлы | |
| 1,0 | 1,5 |
| 2,0 | 2,0 |
| 4,0 | 3,0 |
| 5-6 | 4,0 |
| 7 и выше | 5,0 |
| Конструкционные и нержавеющие стали и жаропрочные сплавы | |
| 0,5 | 1,0 |
| 1,0 | 1,5 |
| 2,0 | 2,0 |
| 3,0 | 3,0 |
| 4,0 | 4,0 |
| 5 и выше | 5,0 |
Выбор силы сварочного тока приводится по табл. 10.
10. Сварочный ток для вольфрамовых электродов разных диаметров при сварке в среде инертных газов
| Род тока | Защитный газ | Сварочный ток, А, при диаметре электрода, мм | ||||
| 1-2 | 3 | 4 | 5 | 6 | ||
Переменный |
Аргон Гелий |
20-100 10-60 |
100-160 60-100 |
140-220 100-160 |
200-280 160-200 |
250-300 200-250 |
Постоянный прямой полярности |
Аргон Гелий |
65-160 50-110 |
140-180 100-200 |
250-340 200-300 |
300-400 250-350 |
350-450 300-400 |
Постоянный обратной полярности |
Аргон Гелий |
10-30 10-20 |
20-40 15-30 |
30-50 20-40 |
40-80 30-70 |
60-100 40-80 |
Вылет конца электрода из сопла не должен превышать 3-5 мм. Для соединения кромок перед прихваткой используют соответствующие приспособления и проверяют точность сборки шаблонами и щупами, а форма подготовки кромок зависит от толщины свариваемого металла.
Ручную аргонодуговую сварку обычно выполняют справа налево, а механизированную - на себя. Следует обратить внимание на положения вольфрамового электрода (горелки) и присадочного материала: при сварке без присадочного материала вольфрамовый электрод располагают под углом 90° к поверхности свариваемого металла, а при сварке с присадочным материалом угол наклона присадочного прутка (обычно диаметром 2-4 мм) к поверхности свариваемого металла должен быть в пределах 15-20°, а вольфрамового электрода - 70-80°, при этом угол между вольфрамовым электродом и прутком присадочного материала составляет 90° (рис. 55); присадочный пруток в процессе сварки перемещается впереди горелки, поперечные движения прутком и электродом в целях предотвращения окисления металла шва не допускаются.
Окончание сварки и заварку кратера осуществляют уменьшением величины тока реостатом, включенным последовательно в сварочную цепь. Прекращение сварки увеличением длины дуги до обрыва не всегда предотвращает образование кратера, а отвод горелки от кратера ухудшает газовую защиту, увеличивает окисленность металла кратера и возникновение дефектов в нем. Для предотвращения окисления электрода и защиты расплавленного металла в кратере после обрыва дуги подачу газа выключают через 5-10 с.
При наплавке валиков присадочной проволоке придают два движения (рис. 56): вниз и поступательно вдоль свариваемых кромок.

Рис. 56. Схема подачи присадочной проволоки при сварке в нижнем положении:
I - контур горелки, II - сварной шов; 1 - 6 - траектория движения присадочной проволоки
Эти два движения необходимо выполнять так, чтобы металл равными порциями поступал в сварочную ванну.