
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 43. Сварка стыковых соединений в различных пространственных положениях аргонодуговой сваркой.
Аргонодуговая сварка стыковых соединений может выполняться в двух вариантах: сварка соединения, созданного из листов тонкого металла, не имеющего разделки кромок, и сварка соединения, имеющего значительную толщину листов и разделку кромок.
Стыковые соединения, созданные из листов тонкого металла, необходимо сваривать с применением присадочного металла, так как для формирования шва металла, как правило, не хватает. В стыковых соединениях, имеющих значительную толщину листов и разделку кромок, корневой шов можно выполнять без присадочного материала. В этом случае электросварщик для формирования шва забирает металл кромок, как бы сплавляя его с ним и формируя сварной шов. Схема подачи присадочной проволоки для сварки в нижнем положении приведена на рис. 56. При сварке стыковых соединений в вертикальном положении горелка к свариваемому изделию располагается под углом и движется вверх поступательно без колебательных движений. присадочная проволока подается так, как показано на рис. 57.
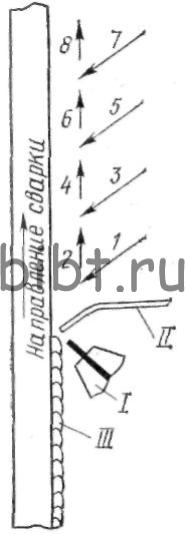
Рис. 57. Схема подачи присадочной проволоки при сварке в вертикальном положении:
I- контур горелки,II - присадочная проволока, III - сварной шов; 1-8 - траектория движения присадочной проволоки
По мере плавления проволоке придают движения 1, 3, 5, 7 для приближения ее к сварочной ванне и движения 2, 4, 6, 8 для образования шва.
Стыковые швы в потолочном положении выполняют следующим образом:
1) подносят горелку к поверхности свариваемого металла и зажигают дугу, а затем горелку устанавливают под углом к свариваемой детали;
2) в зону горения дуги подают присадочную проволоку, но не расплавляют ее до тех пор, пока не будет образована сварочная ванна расплавленного металла;
3) с образованием расплавленного металла сварочной ванны подносят конец присадочной проволоки в зону плавления;
4) расплавляют конец присадочной проволоки так, чтобы давлением сварочной дуги расплавленный металл попадал в сварочную ванну;
5) по мере плавления присадочной проволоки формируют сварной шов, для чего горелку перемещают вдоль соединения и снова подают в зону плавления присадочную проволоку. Схема движения горелки и схема подачи проволоки представлены на рис. 58.

Рис. 58. Схема подачи присадочной проволоки при сварке в потолочном положении:
I - контур горелки, II - присадочная проволока, III - сварной шов; 1-7 - траектория движения присадочной проволоки
Поперечных движений горелке и присадочной проволоке во время сварки не придают, так как при этом нарушается газовая защита сварочной ванны. Сварку лучше выполнять на себя, так как при этом имеется хорошее обозрение сварочной ванны.