
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 45. Техника и технология приварки тонкого металла к толстому.
При изготовлении различного оборудования и машин необходимо приваривать тонкий металл к толстому. Для выполнения такой задачи часто прибегают к следующему:
делают проточку в массивной детали, создавая равную толщину свариваемых элементов;
со стороны тонкой детали устанавливают ободок из толстого металла.
Сварка тонкого листа с толстым при наличии проточки в толстом металле обеспечивает нормальное ведение процесса и образование сварного шва высокого качества. Недостаток данного способа заключается в том, что очень трудно направить и держать горелку по тонкому соединению металла (рис. 61, а).
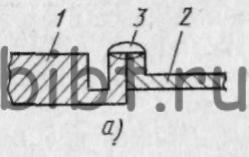
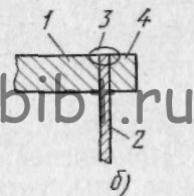
Рис.61. Сварные соединения при приварке тонкого металла к толстому:
а - с проточкой в толстом металле, б - с установкой ободка со стороны тонкого металла; 1 - свариваемая деталь толстого металла, 2 - свариваемая деталь тонкого металла, 3 - сварной шов, 4 - ободок
Приварка тонкого металла к толстому с установкой ободка со стороны тонкого металла (рис. 61, б) обеспечивает простоту ведения сварки (нет смещения шва, сварочная ванна имеет нормальную ширину) и хорошее обозрение расплавленного металла сварочной ванны. Недостатком этого метода является то, что металлический ободок остается приваренным к конструкции, что портит ее внешний вид. Такие соединения лучше всего выполнять импульсной аргонодуговой сваркой.