
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 57. Погонная энергия и коэффициент полезного действия нагрева изделия дугой при сварке.
Погонная энергия. Отношение эффективной тепловой мощности дуги (источника) qи к скорости перемещения дуги v называется погонной энергией.
Погонная энергия - это количество теплоты в калориях, введенное на единицу длины однопроходного шва или валика.
Полную тепловую мощность сварочной дуги приближенно считают равной тепловому эквиваленту ее электрической мощности Q=0,24UдI, где Uд-падение напряжения на дуге, В; I - величина сварочного тока, A; Q - тепловой эквивалент электрической мощности сварочной дуги, кал/с (Вт).
Количество теплоты, введенной сварочной дугой в изделие в процессе его нагрева за единицу времени, называется эффективной тепловой мощностью сварочной дуги, которая является суммой тепловой энергии, выделяющейся в пятне дуги на изделии, вводимой в изделие при теплообмене со столбом дуги и пятном на изделии и поступающей с каплями расплавленного флюса, электродного металла и покрытия: qи=0,24UдIhи, где qи - эффективная тепловая мощность сварочной дуги, кал/с; hи - эффективный кпд процесса нагрева металла сварочной дугой. Откуда hи=qи/(0,24UдI).
Эффективным кпд процесса нагрева металла сварочной дугой называется отношение количества введенной в металл теплоты к тепловому эквиваленту электрической мощности дуги. Этот коэффициент характеризует эффективность процессов выделения теплоты и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
На рис. 73 приведен тепловой баланс теплоты, выделяемой дугой, из которого видно, что более полно используется теплота дуги при автоматической сварке под флюсом. При увеличении длины дуги эффективный кпд падает и возрастает с углублением дуги в ванну. При сварке металлическими электродами этот коэффициент мало зависит от рода, полярности и величины сварочного тока.
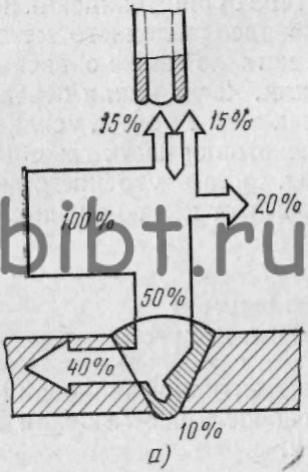
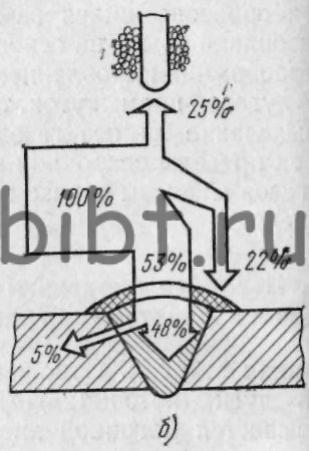
Рис. 73. Тепловой баланс сварочной дуги при ручной сварке покрытым электродом (а) и автоматической сварке под флюсом (б)