
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Индукционный нагрев металла. Прогрессивный метод нагрева заготовок под ковку и штамповку.
Советскими учеными создан и внедрен в промышленность — индукционный нагрев. Он основан на известном законе электротехники: если в переменное магнитное поле поместить проводник, то в нем возникнет электрический ток. Ток возникает не по всему сечению проводника, а только в поверхностном слое.
Чем больше частота тока (т.е. чем больше раз в секунду он меняет свое направление), тем в более тонком слое появляется (индуктируется) электрический ток. Остальная часть сечения проводника (заготовки) нагревается за счет теплопроводности. Поэтому для нагрева заготовок различного диаметра применяется ток различной частоты, а следовательно, и различное оборудование. Для нагрева тонких заготовок диаметром 4—20 мм применяются ламповые генераторы с частотой 200 000—500 000 герц, для заготовок диаметром 25—120 мм — машинные генераторы с частотой от 8000 до 2500 герц и для нагрева заготовок диаметром 120—400 мм может применяться обычный промышленный ток частотой 50 герц.
Заготовка, подлежащая нагреву, помещается внутри катушки, изготовленной из медной трубки, по которой для охлаждения пропускают холодную воду. По катушке проходит ток соответствующей частоты. При этом ток, индуктируемый в заготовке, нагревает ее.
Индукционный нагрев отличается большой скоростью и равномерностью, не дает окалины. Этим способом можно нагревать длинные и короткие заготовки под штамповку, высадку, осадку и прессование. Он успешно применяется там, где невозможен контактный нагрев: концевой нагрев под высадку, полный нагрев коротких единичных заготовок диаметром выше 75 мм.
Индукционный нагрев способствует улучшению условий труда нагревальщиков и кузнецов, приближая их к условиям работы механических цехов, позволяет автоматизировать процесс нагрева.
Недостатками индукционного нагрева являются сложность и высокая стоимость электрооборудования, несколько больший расход энергии, чем при контактном нагреве.
На рис. 25 показана принципиальная схема установки для нагрева заготовок токами повышенной частоты. Электрический промышленный ток напряжением 220/380 вольт поступает из сети через устройство 2 к электродвигателю 1 и приводит его во вращение. На одном валу с двигателем установлен генератор 5, вырабатывающий ток повышенной частоты. Этот ток поступает в индуктор 7, внутрь которого вставляется нагреваемая заготовка 8.
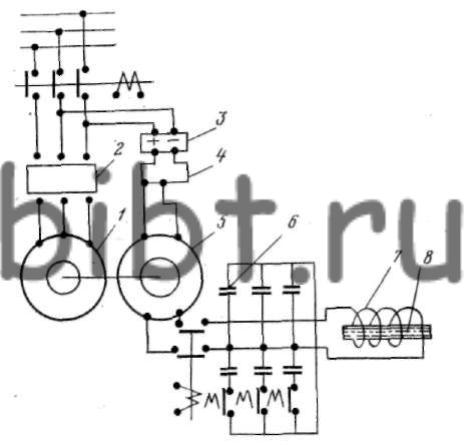
Рис. 25. Схема установки для нагрева металла токами повышенной частоты.
Питание обмоток генератора постоянным током производится от сети через выпрямитель 3 и регулирующее устройство 4. Для улучшения электрических показателей установки параллельно к индуктору подключена батарея конденсаторов 6. Включение мотора индуктора и отдельных элементов батареи производится при помощи контакторов.