
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Основные дефекты слитка и проката. Дефекты слитка.
Дефекты и брак поковок могут быть следствием дефектов исходного металла, нагрева и дефектов, возникающих при ковке и штамповке из-за нарушения технологии и износа штампов.
Дефекты слитка. Сталь после выплавки в мартеновской печи отливается в специальные металлические формы — изложницы и в них застывает. Полученные таким образом слитки идут на дальнейшую обработку — прокатку и ковку. Вследствие того, что условия застывания металла в разных частях слитка различные, его состав и свойства получаются неодинаковыми. В первую очередь застывает металл, который соприкасается с холодными стенками изложницы, и затем застывание идет в направлении к центральной и верхней частям слитка. Строение металла поверхностных слоев слитка будет плотное, мелкозернистое, в центральной части кристаллы будут крупными. Сталь имеет различные составляющие, которые застывают при разной температуре. Поэтому наибольшее количество легкоплавких составляющих, содержащих серу, фосфор, углерод и неметаллические частицы, будет находиться в центральной и верхней частях слитка.
Неравномерное распределение отдельных элементов по объему слитка называется ликвацией. Впервые исследовал этот вопрос и дал объяснение ликвационным зонам великий русский металлург Д. К. Чернов.
Объем одного и того же количества металла в жидком состоянии больше, чем в твердом. Поэтому при застывании слитка в изложнице внутренняя масса металла не может заполнить всего объема первоначально затвердевшей оболочки, и внутри слитка, в верхней его части, образуется пустота, называемая усадочной раковиной.
Верхняя часть слитка называется прибыльной. На рис. 87 дан разрез слитка.
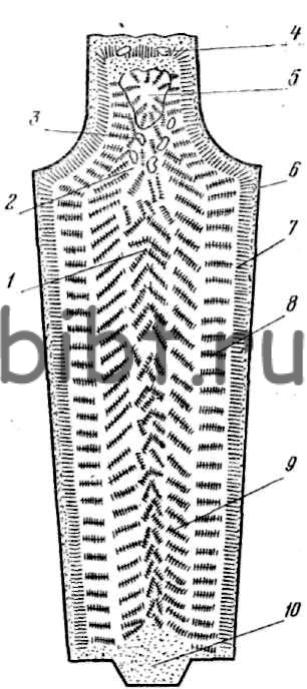
Рис. 87. Схема строения стального слитка:
1 — серединные кристаллы, имеющие различное направление; 2 — усадочная рыхлость и место наибольшего скопления неметаллических частиц; 3 — усадочные пустоты; 4 — мосты перемычки; 5 — усадочная раковина; 6 — кристаллы, имеющие вид мелких зерен; 7 — мелкие кристаллы, расположенные перпендикулярно к стенкам изложницы; 8 — крупные кристаллы, расположенные перпендикулярно к стенкам изложницы; 9 — крупные кристаллы, расположенные наклонно; 10 — кристаллы, имеющие вид крупных зерен
При разливке сильной струей сталь разбрызгивается, брызги попадают на холодные стенки изложницы и застывают. При прокатке или ковке застывшие брызги образуют плены, представляющие собой слои металла отделяющиеся от основной массы и не сваривающиеся с ней из-за пленки окислов.
От резкого охлаждения поверхности слитка и от подвисания слитка на поверхностях и выбоинах изложницы образуются продольные и поперечные трещины. Наличие в металле при заливке газов и неправильный режим заливки приводят к образованию в слитке подкорковых пузырей.
При отливке в металл могут попасть неметаллические включения, которые при дальнейшей обработке приводят к трещинам и волосовинам.