
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Микроструктура цинкового покрытия на обезжиренной и травленной детали из стали 10
Цианистые электролиты для цинкования
Цианистые электролиты для цинкования обладают недостатками: быстрая карбонизация, резкое повышение хрупкости высокопрочных сталей при покрытии и токсичность. Основной причиной нестабильности таких электролитов является неудовлетворительное соотношение между концентрациями щелочи и цианида, а именно завышенное содержание последнего. Кроме того, нет четкой корреляции между содержанием циана и ионами металла. Завышенное соотношение концентраций циана и щелочи приводит к тому, что в электролите возрастает содержание карбонатов, уменьшается концентрация цинка и циана, заметно снижаются ηк и ηа, а также ухудшается адгезия покрытия. Поэтому наиболее оптимальным составом цианистого электролита считают следующий (в г/л):
Zn (в виде металла) 30 — 40
NaCN 80-90
NaOH 50-100
Na2S 0,5-1,5
Глицерин 0,5—1,5
Режим электролиза: температура электролита 20-30°С, iк = 1÷2 А/дм2, скорость осаждения (при iк = 1 А/дм2) составляет 12 мкм/ч. На рис. 53 представлены кривые катодной и анодной поляризации из цианистого электролита. По сравнению с другими электролигами они имеют наилучшую рассеивающую способность (табл. 29) и отрицательный потенциал восстановления цинка на катоде, что полностью исключает контактное выделение цинка на таких металлах, как сталь, титан, медь и др.
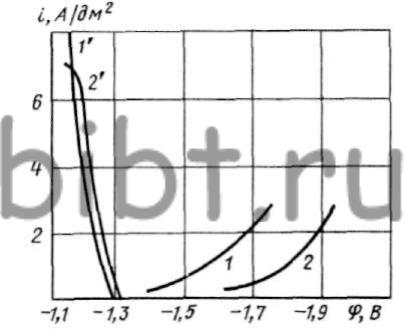
Рис. 53. Кривые катодной (1,2) и анодной (1' и 2') поляризации цинка в цианистом электролите 7-60 г/л Zn, 100 г/л NaCN и 60 г/л NaOH; 2-60 г/л Zn и 200 г/л NaCN
Микроструктура цинковых покрытий, полученных из цианистого электролита, представлена на рис. 54 — 57.

Рис. 54. Микроструктура поверхности детали из стали 10 после обезжиривания и травлении (х400)
Рис. 55. Микроструктура поверхности детали из стали 10 после гидропескоструйной обработки и обезжиривания (х400)
Рис. 56. Микроструктура цинкового покрытия на обезжиренной и травленной детали из стали 10(х400) (iк = 1 А/дм2, температура электролита 20 °С, толщина покрытия 10 — 12 мкм)
Рис. 57. Микроструктура цинкового покрытия на гитропескоструйной и обезжиренной стали 10 (х400)
29. Сравнительные данные по рассеивающей способности Рс цинковых электролитов
| № попор. | Состав электролита | Температура, °С | iк, А/дм2 | ηк,% | Рс | U,В | |
| Компоненты | Содержание, г/л | ||||||
| 1 | Zn(CN)2 NaCN |
35 85 |
18-20 | 1,0 | 70-75 | 1,0 | -1,5 |
| 2 | ZnO NaOH NH4Cl |
25 120 0,3 |
30-40 | 0,8-1,0 | 98-100 | 0,6 | -1,38 |
| 3 | ZnO NH4Cl H3BO3 Клей столярный |
12 240 20 1,0 |
20 | 1,0 | 95-98 | 0,8 | -1,15 |
| 4 | ZnBF4 NH4Cl NH4BF4 KAl(SO4)2•12H2O Солодковый корень |
250 25 25 40 1 |
20 | 1,0 | 80-95 | 0,5 | -0,65 |
| 5 | ZnSO4•7H2O Na2SO4•10H2O Н3ВО3 Декстрин |
300 100 30 10 |
20 | 1,0 | 98-100 | 0,4 | -0,19 |