
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Характерные ошибки при использовании средств измерения на рабочих местах станочников
Одним из важнейших факторов качества и эффективности контроля на рабочем месте является правильное применение инструмента и приборов. Характерные ошибки, возникающие при использовании средств измерения, и способы их устранения приведены в табл. 1.
Таблица 1 Характерные ошибки при использовании средств измерения на рабочих местах станочников
Ошибки |
Основные причины ошибок | Возможные последствия | Пути и способы предотвращения погрешностей |
Неправильный выбор метода и средств измерения (в зависимости от технических требований к обрабатываемой детали) |
Несоответствие точности применяемого измерительного инструмента |
Нарушение установленного допуска на измеряемый параметр |
Внимательно изучать (до начала работы) чертежи и технологическую документацию, применять соответствующие измерительные средства |
Использование негодных по качеству измерительных средств |
Повреждены измерительные поверхности (забоины, коррозия, царапины и т. п.), нарушена измерительная система, загрязнен пневмопривод и другие дефекты приборов |
Грубые ошибки при измерении |
Строго соблюдать правила хранения, периоднчески проверять и ремонтировать средства измерения, проводить тщательный их осмотр перед работой |
Погрешности при отсчетах по шкалам |
Грубые ошибки при отсчете по миллиметровым шкалам микрометра и штангенинструмента, плохая освещенность шкалы прибора, вибрация, не учтен полный оборот стрелки индикатора, попадание стружки, абразива, грязи, сгустков эмульсия на измерительные поверхности, неумение работать с инструментом, прибором или небрежное отношение с ним и т. д. |
Случайные неравномерные ошибки при измерении |
Повысить внимательность при контроле, не допускать вибраций прибора или объекта измерения, улучшить освещенность, выбрать правильный угол наблюдения, не допускать чрезмерного натяга при работа стрелочным прибором, обеспечить надежную защиту измерительных средств от попадании эмульсии и других загрязнения |
Продолжение табл. 1
Ошибки |
Основные причины ошибок |
Возможные последствия |
Пути и способы предотвращения погрешностей |
Погрешности, вызванные температурными факторами |
Измеряемая деталь нагрелась при обработке или охладилась при транспортировке; измерительный инструмент нагрелся в руках и т. п. |
Неточные показания средств измерения |
Поддерживать в помещении нормальную температуру +20° С, дать остыть (или нагреться) детали до нормы, применять теплоизоляционные (пластмассовые) ручки инструмента, не класть его на теплые узлы станка |
Ошибки при контроле предельными калибрами |
Проталкивание проходной стороны калибра, грязь, стружка, абразив и т. п. на измеряемых поверхностях |
Пропуск бракованных деталей |
Производить проверку калибром только под его собственной силой тяжести, тщательно очищать измеряемую поверхность |
Погрешности, связанные с плохой установкой измерительного средства |
Забины, царапины или другие дефекты на базовых поверхностях стоек, штативов и т. п., неплоскостность мест их установки, слабый (или чрезмерный) зажим индикатора, плохо зажата рамка штангенинструмента, перекос измерительных поверхностей относительно контролируемых, неправильно сориентирован индикаторный нутромер в проверяемом отверстии, неверная установка шаблона, неточное направление оптической оси прибора и т. п. |
Возникновение случайных и систематических ошибок измерения, дезориентация при определении качества продукции |
Тщательно проверять (при необходимости зачистка твердым мелким абразивным бруском) базовые поверхности измерительных средств, а также мест их установки (на плитах, столах и т. п.), оптимальный зажим крепежных устройств, правильную ориентацию измерительных штифтов, губок и т. п. относительно контролируемых поверхностей |
Специфические погрешности при активном контроле |
Деформация обрабатываемой детали, станка, приспособления, инструмента под действием сил резания, повышенные вибрации, резкое нарушение температурного режима, быстрый износ измерительных наконечников, попадание СОЖ с абразивом или стружкой в зону контроля на прибор |
Конусность, овальность, погрешности в размерах обработанных деталей |
Выбирать соответствующие средства активного контроля в зависимости от оборудования, обрабатываемой детали и её технических условий; надежная зашита средств измерения от эмульсии, стружки и т. п.; обеспечить зависимую связь измерительного узла и детали; учитывать температурные изменения в процессе настройки средств активного контроля во время работы; применять износостойкие наконечники |
Причиной погрешностей при контроле детали часто является невнимательность оператора, нарушение правил эксплуатации или неумелое использование измерительного инструмента. Например, перекос губок штангенциркуля (рис. 6, а), неправильная установка детали в микрометре (рис. 6, б), плохое закрепление индикатора или неправильная ориентация его измерительного стержня относительно проверяемой поверхности (рис. 6, в).
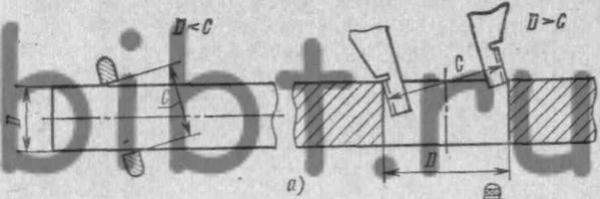
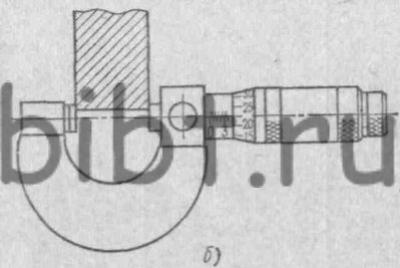
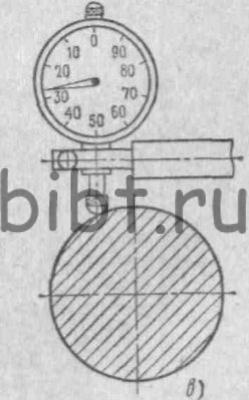
Рис. 6. Погрешности измерения, вызванные неправильной установкой измерительного инструмента
а — штангенциркуля; б — микрометра; а — индикатора
Таким образом, для внедрения системы бездефектного труда и успешного перехода на самоконтроль каждый рабочий должен хорошо знать методику выбора, а также устройство и правила эксплуатации применяемых им измерительных средств. Эти сведения могут быть получены из технической литературы [28], а также из руководств и инструкций, прилагаемых к измерительным инструментам и приборам заводами-изготовителями.