
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Системы адаптивного управления (САУ) станками. Сущность систем адаптивного управления, применяемых на станках.
В настоящее время создаются не только многооперационные станки с автоматической сменой инструмента, но и системы с так называемым адаптивным управлением (adapto — приспособляю, адаптивная система — самоприспосабливающаяся система).
Идея адаптивного управления металлорежущими станками впервые была выдвинута советским ученым профессором, доктором технических наук лауреатом Ленинской премии Б. С. Балакшиным. Под его руководством в Московском станкоинструментальном институте разработаны различные системы адаптивного управления (САУ) станками с целью повышения их точности и производительности, более эффективного использования инструмента и оборудования, сокращения затрат на электроэнергию и т. д. [1].
В чем сущность систем адаптивного управления, применяемых на станках? Известно, что на процесс резания при обработке детали на станке существенное влияние оказывают различные непостоянные факторы, как, например, неравномерный припуск и неодинаковая твердость заготовки, изменение режущих свойств инструмента по мере их затупления и т. д.
Все это нарушает постоянство силы резания, что приводит к перемещениям в упругой системе станок— приспособление—инструмент—деталь в процессе обработки заготовки и, как следствие, к погрешности геометрической формы обрабатываемой детали. Для устранения этих недостатков и обеспечения требуемой точности приходится уменьшать подачу, увеличить число рабочих ходов или вводить другие коррективы в технологический процесс, что в значительной мере усложняет работу станочника.
Ошибки оператора в определении и при внесении указанных коррекций могут привести не только к снижению производительности (например, при чрезмерном уменьшении подачи), но и к перегрузкам станка, повреждению инструмента и т. п. Система адаптивного управления исключает указанные недостатки. Это достигается благодаря наличию на станке, оснащенном САУ, специальных динамометрических устройств с высокочувствительными датчиками и быстродействующих исполнительных механизмов, которые обеспечивают в процессе резания автоматическое изменение относительных перемещений соответствующих звеньев системы СПИД в зависимости от возникших отклонений в работе (притупился резец, увеличен припуск, не соответствует твердость обрабатываемого металла и т. п.), вызывающих изменение силы резания. Наиболее распространенными являются системы САУ, в которых поправка вносится путем автоматического регулирования в процессе обработки рабочей подачи инструмента, для чего в приводы подачи станков встраиваются двигатели постоянного тока или бесступенчатые вариаторы.
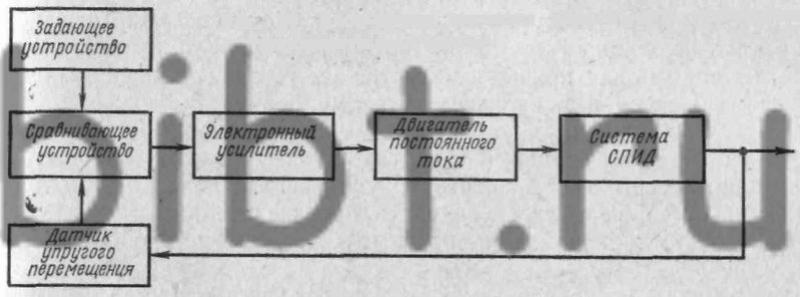
Рис. 29. Блок-схема системы адаптивного управления металлорежущим станком
Блок-схема управления размером динамической настройки, поясняющая сущность САУ, приведена на рис. 29.
Допустим, что в процессе резания на станке имеет место увеличение снимаемого припуска (по сравнению с заданным размером). Это приводит к повышению силы резания и, как следствие, к непредусмотренным перемещениям в системе СПИД. Тогда датчик упругого перемещения динамометрического устройства, фиксируя изменение силы резания, передает соответствующий электрический сигнал на сравнивающее устройство. Туда же одновременно от задающего устройства поступает сигнал, соответствующий оптимальной (наиболее выгодной) величине силы резания. Сравнивающее устройство в свою очередь выработает сигнал рассогласования, пропорциональный разности между фактической и заданной величинами сил резания.
После прохода через электронный усилитель этот сигнал поступает на двигатель привода подачи, в результате чего рабочая подача уменьшится, обеспечивая изменение силы резания до заданной величины. В процессе работы станка, оснащенного САУ, происходит, таким образом, непрерывное изменение (регулирование) рабочей подачи и ее самоприспособление к условиям резания. При этом будет поддерживаться постоянная, наиболее выгодная сила резания, иными словами обеспечивается оптимизация процесса и, как следствие этого повышается точность обработки. Вместе с тем применение САУ повышает долговечность оборудования, не допуская перегрузки главного привода по мощности, а также предотвращает поломку инструмента, которая может привести не только к убыткам, связанным с его стоимостью, но и к производственному браку.
Исследования и опыт эксплуатации токарных, сверлильных, фрезерных, шлифовальных и других металлорежущих станков, оснащенных системами адаптивного управления, показали, что применение САУ позволяет увеличить производительность обработки на 20—30% и повысить точность изготовления деталей более чем в 2 раза.