
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Пример замены получистового шлифования тонким фрезерованием однозубой торцовой фрезой, оснащенной вставкой из гексанита-Р. Фрезерная головка со вставкой, оснащенной гексанитом-Р.
В новом технологическом процессе была предусмотрена замена получистового шлифования тонким фрезерованием однозубой торцовой фрезой, оснащенной вставкой из гексанита-Р (рис. 38).
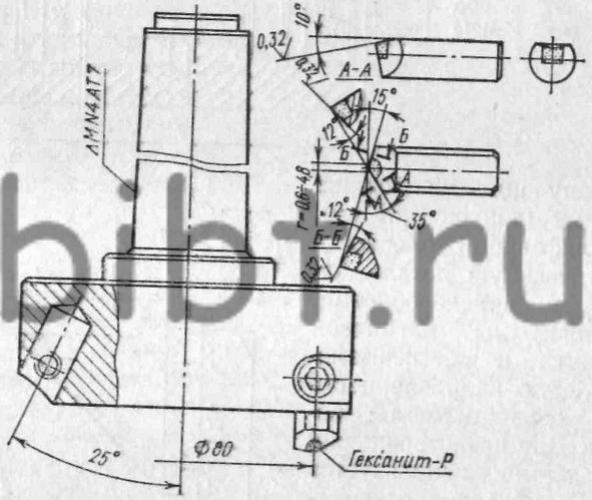
Рис. 38. Фрезерная головка со вставкой, оснащенной гексанитом-Р
Фреза устанавливается на шпиндель шлифовальной головки продольно-шлифовального станка, а обрабатываемая деталь выверяется относительно хода стола и жестко закрепляется на нем.
Основной припуск (0,5—0,6 мм) снимается за 1—2 прохода фрезы на следующих режимах: частота вращения шпинделя n = 2800 об/мин, скорость резания v = 840 м/мин, подача стола (изделия) sпр = 400 мм/мин.
В результате тонкого фрезерования гексанитом-Р достигается шероховатость Ra = 2,5 мкм. При этом температура детали практически остается неизменной, что дает возможность производить окончательную обработку без ее снятия со станка (при одной установке).
Финишная операция выполняется затем эльборовым кругом Л16Б1—100% на режимах: v = 23 м/с, t = 0,005 мм/дв. ход, sпр = 2 м/мин (припуск до 0,2 мм). При этом достигаются прямолинейность и плоскостность направляющих в пределах 0,005 мм, а шероховатость Ra = 0,63÷0,25 мкм. Необходимо учесть, что эффективное использование эльборовых кругов для отделочного шлифования плоскостей в значительной мере обусловлено жесткостью инструментальной оправки и минимальным торцовым биением применяемых кругов формы ЧК (до 0,03 мм).
Следует отметить, что применение эльборовых кругов для окончательного шлифования направляющих станин, суппортов и других корпусных чугунных деталей, как свидетельствует опыт многих заводов, исключает прижоги и значительно снижает шероховатость обрабатываемых поверхностей, благодаря чему повышается их износостойкость. Кроме того, внедрение эльборового шлифования повышает культуру производства на рабочих местах и во многих случаях обеспечивает возможность механизировать такие трудоемкие операции, как шабрение и притирка.