
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
15.5. Обслуживание электросварочных установок. Техника безопасности.
Электросварочные работы, особенно при дуговой электрической сварке, связаны с наличием ряда опасных и вредных производственных факторов (см. § 12.4). Рабочий-электросварщик находится в непосредственной близости от токоведущих частей, переносных проводов, сварочного электрода и при этом одновременно соприкасается с заземленными металлическими частями сварочного электрооборудования, что создает условия повышенной опасности электропоражения.
Напряжение холостого хода сварочного трансформатора при холостом ходе значительно больше, чем во время горения электрической дуги. Поэтому все электросварочные установки, предназначенные для работы в помещениях с повышенной опасностью, в особо опасных и наружных установках, имеющие напряжение холостого хода выше 42 В, должны иметь устройства автоматического отключения в режиме холостого хода (реле максимального напряжения, срабатывающее на отключение).
Первичная цепь питания сварочного аппарата должна быть протяженностью не более 10 м, а питающие провода иметь изоляцию, защищенную от механических повреждений (например, в резиновом шланге). Провод вторичной цепи, питающий сварочную дугу, также должен быть надежно изолирован и защищен. В качестве обратного провода сварочной цепи допускается использовать помимо гибких проводов также стальные шины любого профиля Достаточного поперечного сечения, сварочные плиты и свариваемую конструкцию. Не допускается с этой целью использование сети защитного заземления или зануления, а также металлических конструкций здания, коммуникаций и несварочного и технологического оборудования. Вывод вторичной обмотки трансформатора, к которому подключается обратный провод, следует заземлить или занулить (рис. 15.1).
Передвижную электросварочную установку на время перемещения необходимо отключать от питающей сети.
Если электродуговая сварка производится внутри резервуаров, камер и других полостей, то на время работы необходимо обеспечить их вентиляцию во избежание отравления сварщика вредными парами и газами, выделяющимися при горении электрической дуги. Освещение резервуаров и закрытых пространств на время работы сварщика в них обеспечивается ручными переносными лампами на напряжение не выше 12 В.
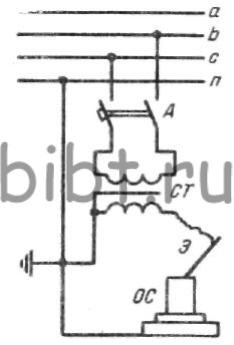
Рис. 15.1. Принципиальная схема подключения сварочного трансформатора к трехфазной четырехпроводной сети:
А - автоматический выключатель; СТ - сварочный трансформатор; Э - электрод, закрепленный в держателе; ОС - объект сварки
Электросварщик должен работать в спецодежде, спецобуви и головном уборе. При потолочной сварке, кроме того, необходимо пользоваться асбестовыми или брезентовыми нарукавниками (во избежание попадания частиц раскаленного металла в рукав одежды). При сварке металлов и сплавов, содержащих цинк, медь, свинец, следует применять респиратор с химическим фильтром.
Если сварка ведется внутри металлических емкостей, котлов, цистерн и т. п., то сварщик должен пользоваться кроме спецодежды еще диэлектрическими перчатками, галошами или ковриками. При этом вне емкости должен находиться специально проинструктированный наблюдающий для оказания помощи сварщику в случае необходимости.
Для защиты глаз от действия ультрафиолетовых лучей применяются щитки или маски со стеклянными светофильтрами, которые подбираются в зависимости от значения сварочного тока в соответствии с требованиями ГОСТ 12.4.035-78 «ССБТ. Средства индивидуальной защиты. Щитки защитные для электросварщиков». Универсальный щиток типа УН со светофильтрами состоит из наголовника, корпуса, изготовленного из тонкой листовой фибры, с рамкой для смотрового стекла и деревянной ручки (щиток можно удерживать на голове сварщика или рукой). Свето-фильтр Э1 рекомендуется при сварке током до 75, Э2 - током 75-200, Э3 - 300-400, Э4 - выше 400, Э5 - выше 500 А.
Электросварщики должны быть обучены и аттестованы, иметь удостоверение на право проведения сварочных работ и, кроме того, квалификационную группу II по ТБ.