
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 2. Кадры инструментального цеха и организация рабочего места слесаря по штампам, пресс-формам и приспособлениям
Обслуживанием оборудования инструментального производства заняты, как правило, рабочие высокой квалификации. Наименования профессий рабочих в инструментальных цехах в большинстве своем совпадает с наименованиями рабочих, занятых в цехах основного производства, но к наименованию профессии добавляется гордо звучащее слово инструментальщик (токарь-инструментальщик, шлифовщик-инструментальщик, расточник-инструментальщик, слесарь-инструментальщик, термист-инструментальщик). Рабочие инструментальных цехов, как правило, имеют более высокую квалификацию, чем рабочие той же профессии, занятые в основном производстве, и отличаются универсальностью своих знаний.
Одновременно с этим в инструментальном производстве имеются и такие специальности, которые не встречаются в механических цехах любого завода. Это токари-затыловщики, шлифовщики на оптико-шлифовальных станках, заточники, токари-лекальщики, расточники-координатчики, гравировальщики, ультразвуковики, фрезеровщики-копировальщики и др.
Многодетальность, универсальность и более высокая точность инструментального производства требуют и более высокой квалификации занятых в нем рабочих. Поэтому и средний разряд работающих в инструментальных цехах на 1—2 разряда выше, чем у работающих в других цехах машиностроительного завода.
Организация рабочего места. Рабочим местом называется часть производственной площади цеха или мастерской, закрепленная за данным рабочим или бригадой рабочих и оснащенная оборудованием, приспособлениями, инструментами и материалами, необходимыми для выполнения определенного производственного задания.
На рабочем месте слесаря по изготовлению штампов, пресс-форм и приспособлений (рис. 1) находится верстак на котором он обрабатывает детали, контрольно-сборочная плита для сборки, разборки, контроля и отладки изделия, а также разметочная плита.
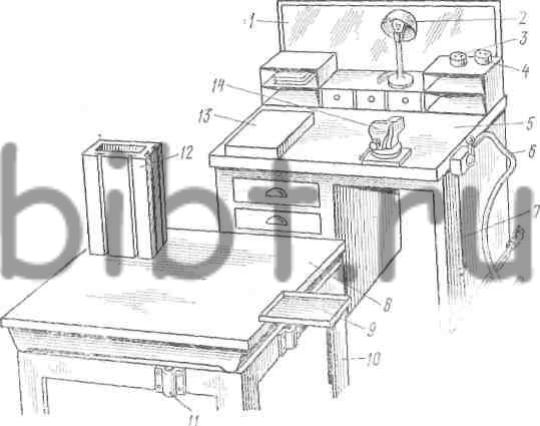
Рис. 1. Оборудование рабочего места: 1-защитная сетка, 2 - настольная лампа, 3 - розетка местного освещения 4-розетка тока повышенной частоты для электромеханизмов, 5-рабочая часть верстака, 6 - резиновый шланг, 7 - подводка сжатого воздуха ,8 контрольно-сборочная плита, 9 - переносная полочка для инструментов, 10 - тумба контрольно-сборочной плиты 11 - кронштейн для полочки, 12- кантующаяся монтажная призма, 13- поверочная плита, 14 — параллельные тиски
К верстаку должны быть подведены: электролиния переменного тока напряжением 36 В для местного освещения электролиния переменного тока повышенной частоты (200 пер/с) для электрифицированных инструментов линия питания сжатым воздухом для пневматических инструментов , продувки деталей и испытания готовых приспособлений.
Верстак должен быть одноместный с размерами примерно 1400 X 800 мм. Высота верстака вместе с контрольной плитой, размещаемой на нем, должна соответствовать росту работающего (примерно 850 мм). Поверхность верстака обивают линолеумом (но не листовой сталью). Слева, под крышкой верстака, расположены ящики для хранения инструментов, а справа под тисками— свободное пространство для ног работающего. Рядом с верстаком устанавливают прочный и устойчивый табурет с регулируемой высотой сиденья.
На верстаке устанавливают поворотные параллель- . ные тиски с ручным винтовым зажимом. Тиски с пневматическим приводом для слесарей по изготовлению штампов, пресс-форм и приспособлений неудобны: они не дают возможности ощущать и регулировать силу зажима, а это очень важно при обработке точных и сложных по форме деталей.
Чтобы можно было быстро найти требующийся инструмент, ящики верстака делают выдвижными и оснащают съемными лотками, имеющими гнезда, соответствующие форме инструментов. Любой из этих лотков можно легко извлечь из ящика и расположить на поверхности верстака в соответствии с условиями работы.
Выполнение работ по изготовлению оснастки требует высокой культуры труда и чистоты на рабочем месте. Несоблюдение этих условий снижает производительность труда и способствует появлению брака.
На поверочной плите не должны выполняться работы, не требующие высокой точности. На ней нельзя выполнять работы, требующие удара, и класть на нее рабочие инструменты, чтобы не поцарапать поверхность плиты.
Измерительные инструменты должны храниться в специальном выдвижном ящике верстака, причем для каждого инструмента должно быть отведено свое гнездо.
Обрабатываемые и поступившие на сборку детали должны быть размещены на рабочем месте так, чтобы слесарю было удобно их брать. Для этого применяют различные стационарные и подвижные подставки и столики. Стационарные подставки делают чаще всего многополочными. Их конструкцию и размеры выбирают в соответствии с габаритами изготовляемой оснастки.
Важное значение имеет правильное освещение места работы. Свет должен быть достаточно ярким и падать на обрабатываемый предмет, а не в глаза работающему. Лучше всего, чтобы свет был рассеянный и не создавал бликов, мешающих работать. Однако по обстоятельствам работы часто приходится пользоваться и переносной лампой с шарнирным абажуром.
Для определения зазора на просвет между обрабатываемой деталью и измерительным инструментом или между двумя деталями (например, между матрицей и пуансоном) используют смотровой фонарь с белым матовым стеклом. Такой фонарь иногда монтируют непосредственно на поверхности верстака.