
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 2. Механизмы для опиливания
Для опиловочных работ применяются ручные машины с приводом от пневматики или от гибкого вала электрического двигателя. Особое место занимают специальные опиловочные станки, облегчающие труд рабочего, обеспечивающие высокую производительность и наибольшую точность выполнения операций. Чаще всего опиловочные станки используются для опиливания замкнутых контуров деталей штампов для холодной штамповки (матриц вырубных штампов, съемников, составных пуансонов), а также контуров и рельефов некоторых деталей пресс-форм.
Принцип работы опиловочного станка (рис. 9) состоит в следующем. В патроне 10 верхнего кронштейна 9, закрепленного на подвижном штоке станка (закрыт кожухом 8), за хвостовую часть закрепляют машинный напильник. Второй конец напильника вводят в патрон нижнего кронштейна 5 и закрепляют в нем. Расстояние между верхним и нижним кронштейнами регулируют перемещением верхнего кронштейна по штоку и фиксируют зажимными гайками-барашками.
Шток получает возвратно-поступательное движение от кулисного механизма. Величина хода штока может быть установлена регулирующим устройством 4 в пределах от 0 до 120 мм, а число движений штока регулируют включением разных ступеней передач на механизме привода 3. Стол 12 станка с помощью штурвала 14 может переставляться по высоте на 90 мм и при помощи шарнирного устройства 13 наклоняться в любую сторону. Для прижима детали к столу станка служат две лапки 6, регулируемые по высоте и направлению.
Обрабатываемую заготовку устанавливают на столе станка и вручную подводят к напильнику. Когда опиливают замкнутый контур (например, отверстие матрицы), то сначала вводят напильник в обрабатываемое отверстие, а затем закрепляют его в патронах. Положение напильника по отношению к поверхности стола проверяют угломером. Если требуется выполнить операции вырезания или прорезания узкого паза, на опиловочном станке устанавливают ножовочное полотно, концы которого выполнены как у напильника типа I (см. рис. 5).
Опиловочные станки имеют обычно от 80 до 340 двойных ходов в минуту. При опиливании инструментальных углеродистых сталей и чугуна станок настраивают на 80—120 ход/мин, а при опиливании конструкционных сталей —на 120—160 ход/мин. При опиливании стальных деталей применяют охлаждение сульфофрезолом или эмульсией, для чего станок оснащен бачком с насосом и шлангом 7 для подачи охлаждающей жидкости. Для освещения места работы на станке имеется электродам-почка 11 на гибком шланге. Пускают и останавливают станок ножными педалями 1 и 2.
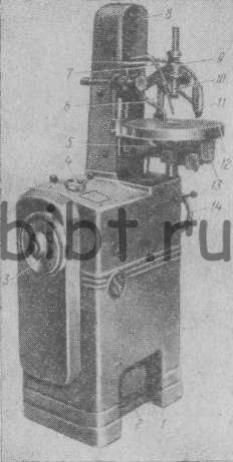
Рис. 9. Опиловочный станок
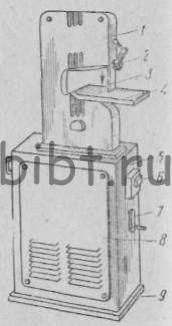
Рис. 10. Опиловочный станок с бесконечной лентой
Как правило, на опиловочном станке обрабатывают детали предварительно обработанные на металлорежущих станках (сверлильном, долбежном, фрезерном), с припуском 0,2—0,5 мм на сторону под опиливание. Опиливание занимает немного времени, но требуемая высокая точность обработки деталей оснастки вызывает необходимость часто останавливать станок для измерения детали. В последнее время получают все большее распространение инструментальные опиловочные станки, работающие бесконечной абразивной лентой.
Один из таких станков показан на рис. 10. Станок имеет станину 5, на которой установлен кронштейн 1, несущий два ролика, с натянутой на них бесконечной лентой из специальной технической бязи или капроновой ткани. Наружная поверхность ленты покрыта прочным слоем абразивной массы. Привод ленты и натяжение ее осуществляются посредством шкива, помещенного под щитком 8 внутри станины. Шкив облицован резиной и получает вращение от многоскоростного электродвигателя, смонтированного на основании 9 станка и закрытого кожухом. Пуск и остановка двигателя осуществляются кнопками 6, а изменение скорости —рукояткой 7. Обрабатываемое изделие укладывают на столик 4 и подводят обрабатываемой поверхностью к ленте 3. Рабочее пространство освещается лампой 2. Меняя ленту, можно изменять производительность и чистоту обработки.