
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Развертки. Машинные, ручные развертки.
Развертывание позволяет обеспечить более точные размеры отверстий с наименьшей шероховатостью поверхности.
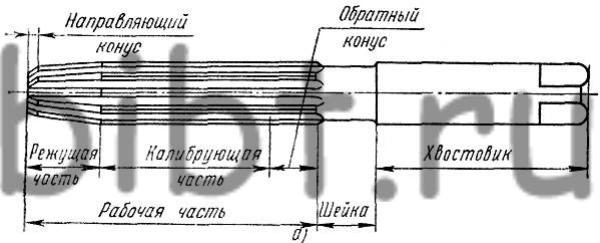

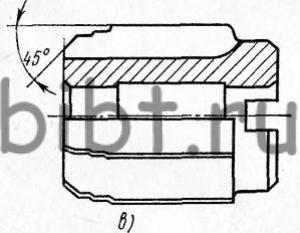
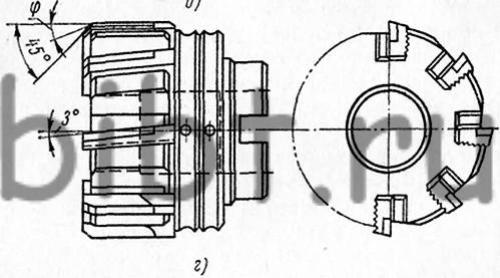
Рис. 15. Развертки:
а - ручная цельная хвостовая, б — машинная цельная хвостовая, в — машинная цельная насадная, г — машинная сборная со вставными ножами, оснащенными пластинками из твердого сплава
Различают машинные , и ручные развертки (рис. 15), а по форме обрабатываемого отверстия — цилиндрические и конические.
Число зубьев развертки 6—16. Распределение зубьев у разверток по окружности, как правило, неравномерное, что обеспечивает более высокий класс шероховатости обработанной поверхности отверстия.
По конструкции хвостовика развертки могут быть с цилиндрическим и коническим хвостовиками.
Хвостовая цилиндрическая развертка (рис. 15, а) состоит из рабочей части, шейки и хвостовика.
Рабочая часть включает в себя направляющий конус с углом при вершине 90°, режущую, калибрующую часть и обратный конус.
Режущая часть выполняет основную работу резания. У ручных разверток длину режущей части делают значительно большей, чем у машинных, с очень малым углом в плане. Угол режущей части составляет 2φ. Для обработки сквозных отверстий у ручных разверток φ = 30'—1°30', у машинных—12—15°, при обработке хрупких твердых и труднообрабатываемых металлов — 3—5°, у разверток, оснащенных пластинками из твердых сплавов,— 30—45°.
Для обработки глухих отверстий в деталях из всех материалов у ручных разверток φ = 45°, у машинных —60°; у твердосплавных φ=75° с заточкой фаски на торце под углом 45°.
Калибрующая часть служит для направления развертки в процессе резания и калибрования отверстия.
Обратный конус находится за калибрующей частью. Обратный конус уменьшает трение развертки об обработанную поверхность и снижает величину разбивки отверстия. У ручных разверток диаметр около шейки меньше калибрующего на 0,005—0,008 мм, у машинных на 0,04—0,08 мм.
Хвостовик у ручных разверток выполняется цилиндрическим с квадратным концом, у машинных —коническим и цилиндрическим.
У чистовых разверток из быстрорежущей стали передний угол γ = 0, у черновых — 5—10°; у разверток твердосплавных — 0—5°. Задний угол на режущей и калибрующей частях разверток выбирают в пределах α=6—10°.