
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 28. Резцы для чистового обтачивания.
Целью чистового обтачивания является получение поверхностей с малой шероховатостью, точных по форме и размерам.
Обычно стремятся выполнить требования по шероховатости поверхности обычным проходным резцом.
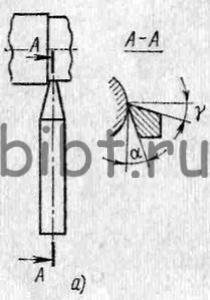
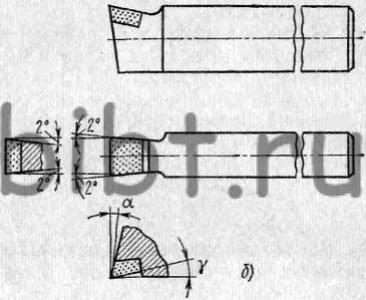
Рис. 63. Чистовые резцы: а — для обтачивания с малой подачей, б —лопаточный резец
Когда эти требования не обеспечиваются, применяют резцы, предназначенные только для чистового обтачивания с малой подачей (рис. 63, а). Для чистового обтачивания с большими подачами применяется резец, называемый широким или лопаточным (рис. 63,б).
Форма передней поверхности чистовых твердосплавных резцов соответствует форме твердосплавных резцов, применяемых при черновом обтачивании. Задний угол α=12°, а φ= 5—10° для обтачивания стали и цветных сплавов, независимо от обрабатываемого материала λ= -2 до -4°.
Форма передней поверхности, передних и других углов и элементов чистовых быстрорежущих резцов соответствует данным, относящимся к быстрорежущим резцам для черновой обработки, увеличивает лишь значение α до 12°. Следует учитывать, что при увеличении переднего угла резца заедание его и вибрации уменьшаются, а следовательно, обрабатываемая поверхность получается более чистой.
Резцы с минералокерамическими пластинками применяют для чистовой и получистовой обработки стали, в том числе закаленной, чугуна, цветных металлов и их сплавов и неметаллических материалов. Минералокерамические пластинки обладают очень низкой теплопроводностью и склонны к образованию трещин при быстром нагревании и особенно при быстром охлаждении.
Крепление пластинок осуществляется механическими способами (аналогично креплению твердосплавных многогранных пластин). Нельзя допускать свисание пластинки более 1 мм. Пластинки разрушаются обычно при входе и выходе инструмента из зоны резания, поэтому отводить резец от детали нужно только при выключенной подаче.
Установка резца относительно оси детали при чистовой обработке должна исключать возникновение дефектов на обработанной поверхности. Это достигается установкой резца вершиной на уровне оси детали или несколько ниже ее. Консоль вылета резца при закреплении должна быть минимальной.