
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 49. Способы обработки конических поверхностей.
Образование конической поверхности на обрабатываемой детали может осуществляться на токарно-револьверном станке широкими резцами. Широкий резец устанавливают на поперечном или револьверном суппорте так, чтобы его режущая кромка находилась под углом уклона конуса к оси вращения детали.
Обрабатывать наружные и внутренние конические поверхности детали можно врезанием широким резцом с шириной режущей кромки, не превышающей 10—15 мм. При более широких резцах возможно возникновение вибраций. Эти вибрации тем сильнее, чем больше длина детали, меньше ее диаметр и угол уклона конуса и чем дальше расположен конус от патрона станка. Возникновение вибраций возможно и в том случае, когда вылет резца велик или резец закреплен недостаточно прочно.
Для уменьшения искажения образующей конической поверхности и уменьшения отклонения угла уклона конуса необходимо устанавливать резец режущей кромкой строго по оси вращения детали.
При обточке наружных конических поверхностей могут применяться обычные проходные резцы, а при обработке внутренних конических поверхностей —расточные резцы. Угол уклона конуса на обрабатываемой поверхности детали образуется перемещениями резца по копирной линейке, с которой резец связан через поперечный или револьверный суппорт (рис. 87).
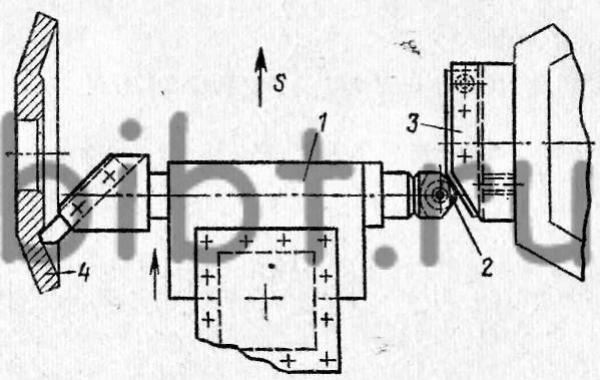
Рис. 87. Обработка конической поверхности 1 — поперечный суппорт с приспособлением, 2 — копирный ролик, 3 — револьверный суппорт с копирной линейкой, 4 — обрабатываемая деталь
Конические отверстия можно обрабатывать коническим зенкером, а затем конической разверткой, если требуется отверстие большей точности. Если необходимо получить коническое отверстие в сплошном материале, то предварительно сверлят отверстие сверлом на 0,5 мм меньше меньшего диаметра конуса, а затем применяют зенкер. Для уменьшения съема металла зенкером иногда отверстие выполняют ступенчатыми сверлами разного диаметра.