
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Глава XII ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
§ 56. Обработка фасонными резцами. Призматические радиальные фасонные резцы.
Обрабатывавемые поверхности деталей относят к фасонным, если они образованы криволинейной образующей, комбинацией прямолинейных образующих, расположенных под различными углами к оси детали, или комбинацией криволинейных и прямолинейных образующих.
Фасонные поверхности обрабатывают остроконечными резцами, траектория движения вершины которых определяется копиром или фасонными резцами, режущая кромка которых соответствует заданному профилю детали.
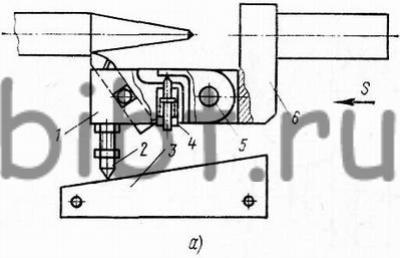
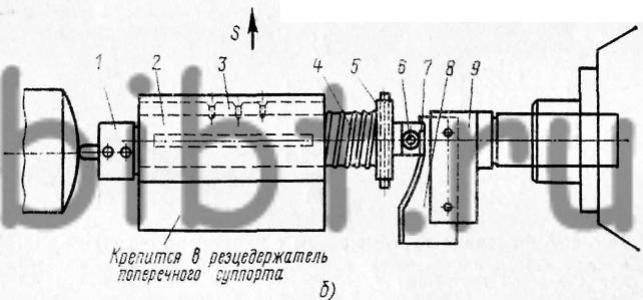
Рис. 101. Приспособления для обработки фасонных поверхностей по копиру:
а — маятниковая державка: 1 — державка резца. 2 — копирный палец, 3 - копирная линейка, 4 — толкатель, 5 — ось, 6 — хвостовик для крепления в револьверной головке; б — приспособление для обработки торцов: 1 — подпружиненная скалка, 2 — корпус, 3 — шпонка, 4 — пружина, 5 — упорное кольцо, 6 — ось, 7 — копирный ролик, 8 — копир, 9 — хвостовик для крепления в револьверной головке
На рис. 101 показаны приспособления для обработки фасонных поверхностей по копиру остроконечными резцами.
Фасонные резцы делятся на призматические и круглые. Круглые резцы применяют для обработки наружных и внутренних поверхностей, а призматические — только наружных.
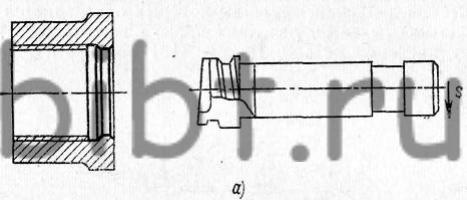
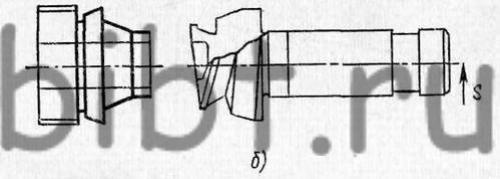
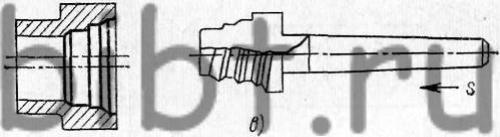
Рис. 102. Фасонные круглые резцы с винтовыми образующими:
а — для работы с поперечной подачей, б — с продольной подачей для обработки внутренних поверхностей, в — с продольной подачей для наружной обработки деталей
На рис. 102, а показан круглый радиальный винтовой резец для работы с поперечной подачей, на рис. 102, б —круглый тангенциальный резец с винтовыми образующими для работы с продольной подачей и для обработки внутренних поверхностей деталей, на рис. 102, в — такой же резец для наружной обработки деталей, имеющих сравнительно сложные профили. Винтовые образующие режущих кромок этих резцов обеспечивают получение необходимой шероховатости торцовых поверхностей и канавок у деталей, что не обеспечивается круглыми резцами с кольцевыми образующими. Винтовые резцы могут быть рекомендованы в качестве высокопроизводительного инструмента.
На рис. 103 показаны призматические радиальные фасонные резцы, устанавливаемые на поперечном суппорте или в револьверной головке с горизонтальной осью вращения и предназначенные для работы с поперечной подачей. Режущую кромку резца необходимо устанавливать по центру обрабатываемой детали.
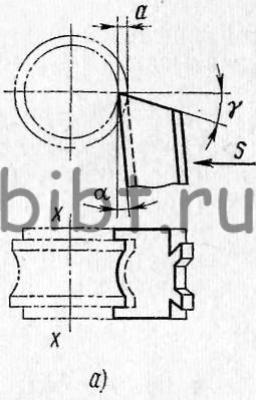
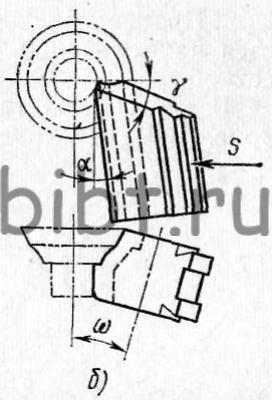
Рис. 103. Призматические радиальные фасонные резцы:
а — резец установлен перпендикулярно детали, б —под углом ω к детали
Задние углы α создаются соответствующей установкой резца в державке, что является преимуществом этой конструкции. Если необходимо создать достаточные задние углы α на участках режущих кромок при обработке поверхностей, расположенных перпендикулярно оси детали, то резец устанавливается наклонно (рис. 103, б) к детали под углом ω.
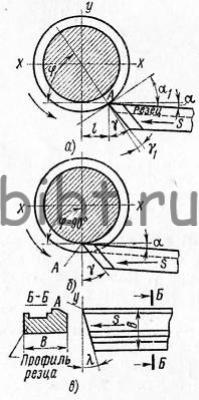
Рис. 104. Схема резания тангенциальным резцом:
а, б — режущая кромка перпендикулярна обрабатываемой поверхности, в — расположена под углом λ к обрабатываемой поверхности
Схема резания тангенциальными резцами показана на рис. 104. Призматические тангенциальные резцы при обработке перемещаются с поперечной подачей по касательной к обработанной поверхности. При такой обработке размеры детали зависят от положения резца при установке, а не от глубины резания. В начальный момент резания (рис. 104, а) тангенциальный резец касается в точке А поверхности обрабатываемой детали. При этом задний угол α имеет наибольшее значение α1, а передний γ— наименьшее γ1. В конце резания (рис. 104, б), когда резец переместится на длину l, угол α имеет минимальное значение α, а угол γ — максимальное γ. Разница в углах тем больше, чем больше припуск, а поэтому эти резцы применяют в основном для чистовой обработки.
В случае наклонного расположения режущей кромки под углом λ (рис. 104, в) происходит постепенное плавное врезание резца в деталь, а не сразу по всей длине режущей кромки. Это позволяет обрабатывать малоустойчивые и широкие детали.