
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 67. Классификация систем числового программного управления ЧПУ.
Системы программного управления могут быть разомкнутыми, замкнутыми и самонастраивающимися (адаптивными). На рис. 111 показаны схемы действия систем программного управления.
В разомкнутых системах (рис. 111,а) используется один поток информации. Программа 2 проходит через считывающее устройство 1, в результате чего на выходе последнего появляются командные сигналы, которые направляются в звено 3. После преобразования в звене 3 сигналы направляются к механизму 4, который осуществляет перемещение исполнительных органов станка, например суппортов. Соответствие действительного перемещения заданному не проверяется.
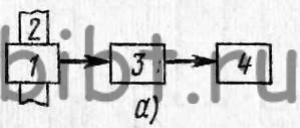
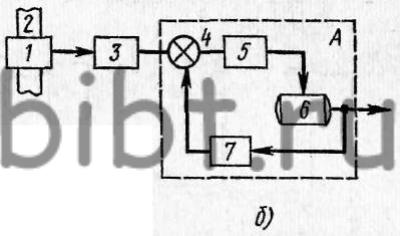
Рис. 111. Схемы действия системы программного управления:
а — разомкнутая, б — замкнутая
В замкнутых системах программного управления (рис. 111, б) имеются два потока информации (обратная связь). Один поток поступает от считывающего устройства 1, а второй — от измерительного устройства 7 действительных перемещений суппортов, кареток или других исполнительных органов станка. Программа 2, проходя через считывающее устройство 1, вызывает сигналы, которые поступают сначала в звено 3, а после преобразования — в систему А. Система А состоит из сравнивающего устройства 4, в которое поступают задающие сигналы от звена 3 (направляющиеся через усилитель 5 к исполнительному двигателю 6) и сигналы от датчика 7 о действительных перемещениях суппортов. В сравнивающем устройстве 4 поступающие сигналы сравниваются и в случае их расхождения появляется сигнал, который направляется через звено 5 к исполнительному двигателю 6. Этим осуществляется перемещение суппортов до тех пор, пока действительная величина перемещения не будет соответствовать заданной, после чего сигналы на выходе сравнивающего устройства исчезнут.
В самонастраивающихся системах в информацию, поступающую от считывающего устройства, вносятся изменения информацией, поступающей из блока памяти о результатах обработки предыдущей детали. Это позволяет повышать точность обработки, так как изменения условий работы запоминаются, обобщаются в узлах самонастройки памяти станка и преобразуются в управляющий сигнал.
Все действия, выполняемые элементами станка по сигналам программного управления, делятся на две группы:
перемещения исполнительных органов — суппортов, кареток и т. д.;
включения и выключения, выполняемые для изменения режимов резания, смены инструмента и т. п.
Системы программного управления для перемещения суппортов, кареток и других рабочих органов подразделяют на контурные и позиционные (координатные).
Системы контурного числового программного управления осуществляют непрерывное управление движениями рабочих органов в соответствии с заданными законами изменения пути и скорости перемещения. Обычно эти системы применяются на станках, производящих обработку криволинейных поверхностей. Этот вид управления иногда называют управлением движением или непрерывным управлением (рис. 112,в).
Системы позиционного (координатного) управления обеспечивают точную установку исполнительного механизма в заданное положение 1,2, 3 (с заданными координатами х, у, рис. 112, а). В этом случае сначала выполняется установка — позиционирование исполнительного узла в точке с заданными координатами, а затем обработка, т. е. в процессе движения исполнительного узла обработки нет и, следовательно, нет необходимости в согласованном движении исполнительного узла к заданной точке при перемещении его по двум координатам. Этот вид управления применяется в основном в сверлильных, расточных и координатно-расточных станках.
Разновидностью позиционного числового программного управления является линейное (прямоугольное) управление. Система ЧПУ с программированием отрезков прямых используется в токарных, карусельных, револьверных, фрезерных и других станках для обработки ступенчатых поверхностей. Обработка ступенчатых валов и других деталей с прямоугольными контурами производится только по траекториям, параллельным направлению перемещения рабочих органов (рис. 112, б).
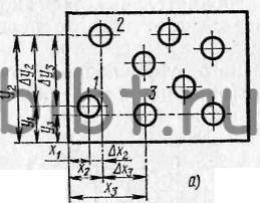
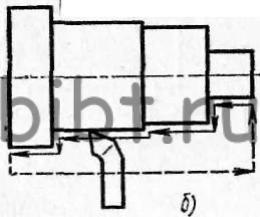
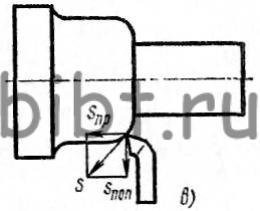
Рис. 112. Виды обработки при использовании систем управления: а — позиционных, б — линейных, в — контурных