
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§6. ЧИСТОВЫЕ РЕЗЦЫ
Чистовое и отделочное строгание является ответственной работой, требующей, кроме внимания к работе, и высококачественного инструмента. Чистовым строганием обрабатывают различные поверхности различными резцами с подачами от 0,25— 0,4 мм/дв. ход до 20—25 мм/дв. ход.
На рис. 15, б и 16, в показаны стандартные чистовые строгальные резцы, а на рис. 120—122 — чистовые резцы, предложенные строгальщиками-новаторами, показавшие отличные качества работы.
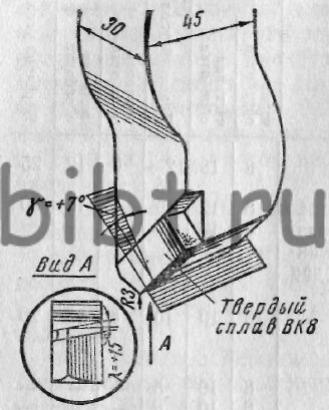
Рис. 120. Проходной резец новатора А. Сидоренко
Чистовой широкий строгальный резец (см. рис. 15, б) с пластинкой из быстрорежущей стали (ГОСТ 10045—62) предназначен для чистового строгания с подачами 10 ч 20 мм/дв. ход.
Чистовую обработку больших заготовок с большой точностью ведут чистовыми широкими резцами, оснащенными пластинками из твердых сплавов. Чистовые широкие резцы с пластинками из твердых сплавов, изготовляемые по ГОСТ 9796—61 (см. рис. 16, в), по размерам мало отличаются от чистовых широких резцоз с пластинками из быстрорежущей стали. Длина лезвия у широких чистовых резцов с пластинками из твердых сплавов равна 12—40 мм, а у резцов с пластинками из быстрорежущей стали — 12—35 мм. Марки твердых сплавов пластинок, применяемых для чистовых широких строгальных резцов, те же, что и для проходных.
При строгании с малыми подачами, неизбежными при недостаточной жесткости системы станок—заготовка—резец, применяют двусторонние резцы с закругленной вершиной. При работе такими резцами обеспечиваются чистота обработки по 4 и 5-му классам чистоты, в то время как при работе широкими чистовыми резцами поверхность получают 7-го класса чистоты.
Широкие чистовые строгальные резцы, применяемые передовыми строгальщиками, отличаются от стандартных резцов положительным углом наклона главного режущего лезвия.
Заслуживает внимания резец, примененный в 1937 г. на Уралмашзаводе при чистовом строгании стальных деталей. Его главное режущее лезвие повернуто по отношению к направлению главного движения на 60° (см. рис. 121), что привело к уменьшению угла резания с 75 до 57°, тем самым обеспечивая плавное, без ударов врезание резца и получение при этом высокой чистоты поверхности.
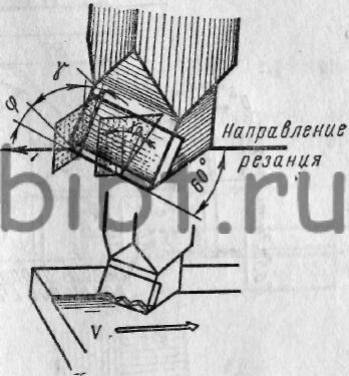
Рис. 121. Чистовой широкий резец (λ=60°)
Резец для обработки вертикальных плоскостей верхним суппортом, примененный строгальщиком-новатором Московского завода шлифовальных станков Ф. Я. Якубовым, показан на рис. 122, а. Угол при вершине этого резца 90° или несколько больше.
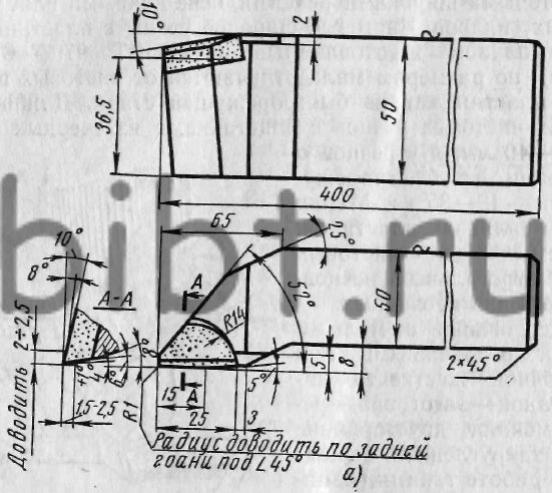
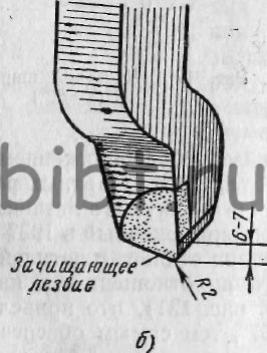

Рис 122. Чистовые резцы строгальщика-новатора Ф. Якубова: а — для обработки вертикальных и наклонных плоскостей, б — подрезной, в — двусторонний подрезной
У резца заточена переходная режущая кромка шириной 6— 8 мм. Таким резцом можно строгать вертикальные или несколько наклонные плоскости с подачей 4—5 мм/дв. ход стола, получая достаточно высокую чистоту обработки поверхности.
Для чистового строгания вертикальных и наклонных плоскостей на станкозаводе им. Серго Орджоникидзе применяют резец, показанный на рис. 122, б. Его положительный угол наклона главного режущего лезвия и поверхности резца, доведенные до 7—8-го классов чистоты поверхности, образующие главную режущую кромку, позволяют вести чистовую обработку с большими подачами—10—15 мм/дв. ход, достигая при этом чистоты поверхности 7—8-го класса.
Новатор Ф. Якубов применил двусторонний подрезной резец. (рис. 122, в), позволяющий с одной установки резца производить чистовую обработку двух параллельных боковых поверхностей. К стержню такого резца припаяны две пластинки из твердого сплава ВК8, при заточке которых получают две режущие кромки.
Стандартные подрезные резцы (см. рис. 15, в, г) предназначены также для получистовой и чистовой обработки боковых поверхностей, скосов и уступов при вертикальной подаче.