
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Долбежные резцы. Размеры долбежных резцов с пластинками из быстрорежущей стали.
В табл. 11-14 приведены размеры долбежных резцов с пластинками из быстрорежущей стали.
Таблица 11 Размеры проходных двусторонних резцов, тип 1 (рис. 17, а), мм
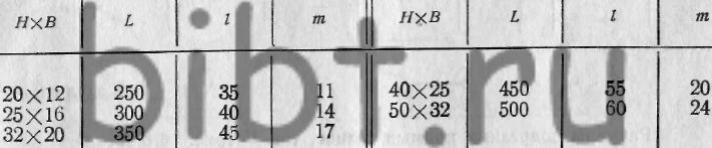
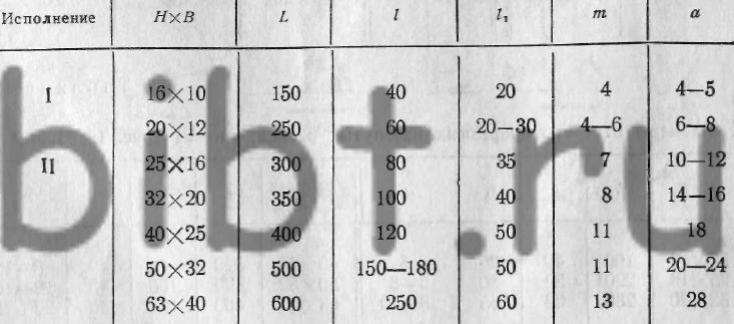
Таблица 12 Размеры прорезных резцов, тип II (рис. 17, б), мм
Специальные резцы предназначаются для выполнения работы, которую выполнить перечисленными выше резцами невозможно; к таким резцам относятся резцы для строгания Т-образных пазов, пазов типа «ласточкин хвост» и т. п.
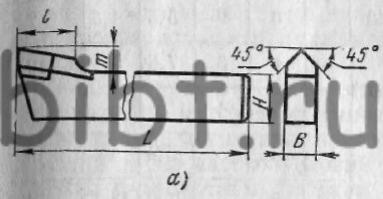
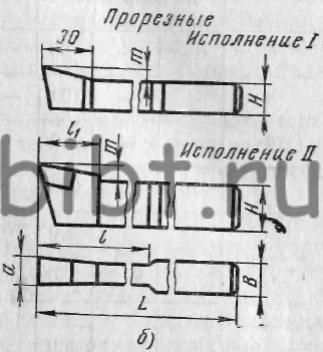
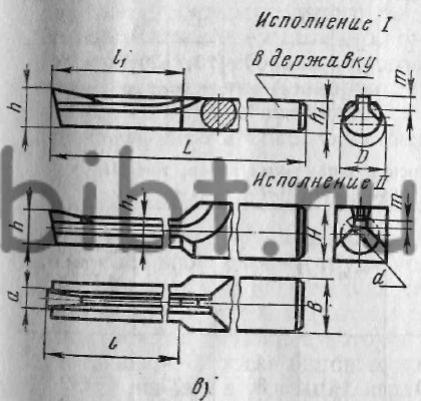
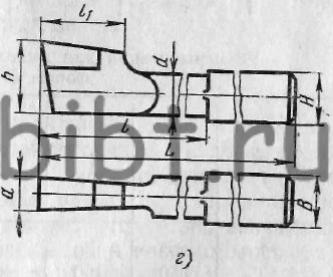
Рис. 17. Долбежные резцы с пластинками из быстрорежущей стали: а — проходной двусторонний, б — прорезной, в, г — для выполнения шпоночных пазов
Долбежные резцы по характеру работы мало отличаются от строгальных. По существу долбление является вертикальным строганием. Резец совершает прямолинейное возвратно-поступательное движение по вертикали. Долбежные резцы делятся на проходные, прорезные и для выполнения шпоночных пазов. Проходными резцами обрабатывают вертикальные плоскости и всевозможные криволинейные поверхности. Прорезными резцами выполняют пазы, канавки, выемки, плоскости с уступами и разрезание.
Шпоночные пазы, выполняемые долбежными резцами, широко применяют для жесткого соединения деталей с валом шпонкой.
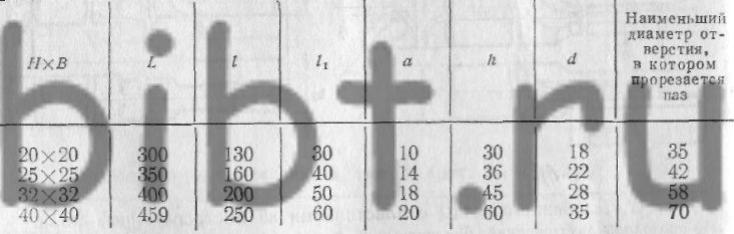
Таблица 13 Размеры резцов для выполнения шпоночных пазов, тип III, форма А (рис. 17, в), мм
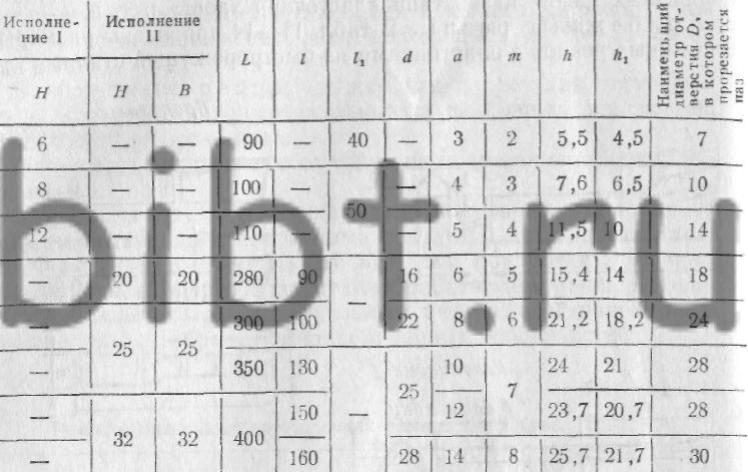
Таблица 14 Размерырезцов для выполнения шпоночных пазов, тип III, форма Б (рис. 17, г), мм
Передние и задние поверхности у долбежного резца по сравнению со строгальным расположены иначе. Рассматривая долбежный резец в работе, нетрудно определить переднюю поверхность, если помнить, что стружка сходит только по передней поверхности. А так как пересечение передней и главной задней поверхностей образует главное режущее лезвие, то нетрудно найти и главную заднюю поверхность. Эти положения необходимо помнить, чтобы ясно представлять углы заточки резца. Для резцов, затачиваемых в централизованном порядке, т. е. выделенными для этого заточниками, углы заточки устанавливаются (см. рис. 10): α= 8° — для всех долбежных резцов; γ =12° — для всех долбежных резцов; φ и φ1 = 45° — для долбежных проходных резцов.