
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА ЧЕТВЕРТАЯ
СТРОГАНИЕ ПЛОСКОСТЕЙ, ПАЗОВ, КАНАВОК И РАЗРЕЗАНИЕ НА ПОПЕРЕЧНО-СТРОГАЛЬНОМ СТАНКЕ
§ 1. Черновое строгание горизонтальных плоскостей
При черновом строгании срезают наибольшую часть припуска на обработку, при этом работают с большими глубиной резания и подачей. После установки и закрепления заготовки в суппорт устанавливают обдирочный резец. При строгании плоскости предпочитают работать изогнутым левым резцом, позволяющим легко вести наблюдение за работой резца, так как в этом случае обработанная поверхность оказывается со стороны рабочего.
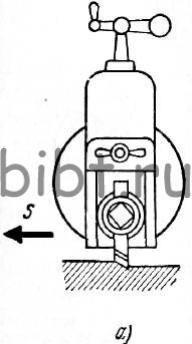

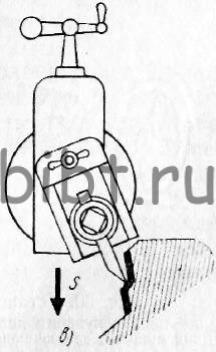
Рис. 29. Положение суппорта перед началом строгания плоскостей: а — горизонтальной, б —вертикальной левой, в — вертикальной правой
Сечение державки резца выбирают по отверстию резцедержателя, в которое вставляется резец. Перед установкой резца поворотную часть суппорта ставят на ноль градусов, а откидную доску — в среднее положение (рис. 29, а), при этом суппорт поднимается вверх до такого положения, при котором направляющие салазки суппорта будут выступать снизу на 5—10 мм. При таком положении суппорта в резцедержатель вставляют резец с наименьшим вылетом.
Такая установка обеспечивает наибольшую жесткость резца, так как моменты, изгибающие резец, будут наименьшими. После установки резца поднимают стол поперечно-строгального станка, сближая резец с заготовкой до расстояния 5—10 мм. Затем включают станок на холостой ход и регулируют длину хода и положение ползуна относительно заготовки.
Длину хода ползуна на поперечно-строгальном станке определяют по формуле L = L1 + l мм, (9)
где L — длина хода ползуна, мм;
L1 —длина строгания, мм; l — перебег резца, мм.
Величины перебега резца должны составлять 25—35 мм. Далее выбирают и устанавливают на станке глубину резания, подачу и скорость резания и приступают к строганию.
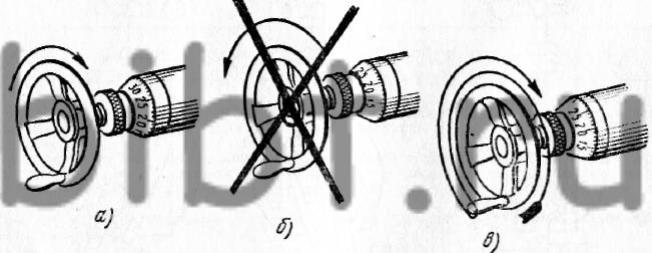
Рис. 30. Установка глубины резания при помощи лимба:
а — подвод нужного деления к нулевому штриху, б — неправильное исправление ошибки, заключающейся в переходе нулевого штриха за нужное деление, в — правильное исправление ошибки
Резец устанавливают на требуемую глубину резания, перемещая суппорт в направлении, перпендикулярном обрабатываемой плоскости. Обычно это перемещение осуществляют вращением рукоятки, жестко соединенной с винтом суппорта. Для отсчета величины перемещения суппорта винт снабжен лимбом, представляющим собой втулку или кольцо, на окружности которого нанесены деления (рис. 30, а, б, в).
Число делений лимба и шаг винта на разных станках могут быть различными. Следовательно, на разных станках различно будет и перемещение резца при повороте лимба на одно деление. Зная шаг винта и число делений лимба, нетрудно определить цену его деления. Для этого нужно величину шага винта разделить на число делений лимба, частное от деления и будет представлять собой цену деления лимба.
Пример. Шаг винта 5 мм, число делений на лимбе 100. Частное будет
5/100 = 0,05 мм. Следовательно, для данного станка цена деления лимба равна
0,05 мм. При полном обороте рукоятки винта перемещение резца будет равно 5 мм, а при повороте на одно деление — 0,05 мм.
Для установки резца на требуемую глубину резания к обрабатываемой поверхности подводят резец на ходу станка (станок включают с малыми числами двойных ходов) и в момент касания резца обрабатываемой поверхности его отводят в исходное положение— положение начала строгания, при этом замечают по делениям лимба положение втулки. Зная цену деления лимба, поворачивают рукоятку на число делений, соответствующее опусканию резца на требуемую глубину резания.
Пример. Требуется установить резец на глубину резания 5,2 мм; определить, на сколько делений надо повернуть винт подачи, если цена деления лимба 0,05 мм.
Очевидно, что если повернуть рукоятку на 1 деление, то резец опустится на 0,05 мм; для того чтобы он опустился на 5,2 мм, нужно повернуть рукоятку на 5,2 : 0,05=104 деления, т. е. на 1 полный оборот плюс 4 деления.
Точный поворот рукоятки в нужное положение следует делать осторожно, легким ударом руки по рукоятке на подходе к последнему делению. Если рукоятка окажется повернутой на большее, чем нужно, число делений, необходимо повернуть ее на полный оборот назад и только затем подвести к нужному делению, как показано на рис. 30, в.
Зазор между винтом и гайкой суппорта (так называемый «мертвый ход») при повороте рукоятки назад только на величину ошибки «съедает» исправление и глубина резания окажется больше заданной.
Перед началом строгания суппорт закрепляют боковым стопором и еще раз проверяют прочность крепления резца и заготовки.
После наладки станка плоскость строгают в один или несколько проходов. Повторные черновые проходы нежелательны, но иногда припуски бывают так велики, что срезать весь припуск за один проход не удается. Обработанную плоскость измеряют. Размеры плоскости после чернового строгания проверяют масштабной линейкой, а при обработке небольших деталей — штангенциркулем с точностью измерения до 0,1 мм. Кроме линейных размеров, проверяют, прямолинейна ли плоскость. Для этого на обработанную плоскость накладывают линейку в продольном и поперечном направлениях. При черновой обработке прямолинейность достаточна, если между линейкой и плоскостью просвета не обнаруживается.