
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 63. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляных смесей. Схема изготовления оболочковых форм из сырой смеси.
Процесс изготовления оболочковых форм и стержней из сырой песчано-смоляной смеси состоит из тех же операций, что и в случае использования сухой смеси. Так как сырые песчано-смоляные смеси обладают прочностью на сжатие в сыром состоянии, то процесс формообразования осуществляется только путем надува таких смесей в горячую оснастку на пескодувных или пескострельных машинах.
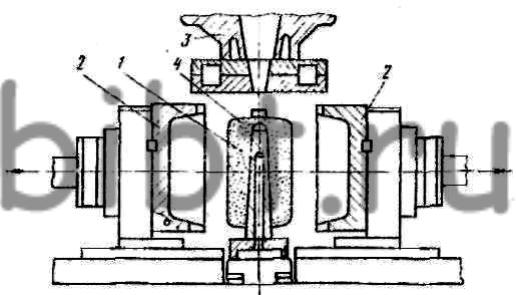
Рис. 90. Схема изготовления оболочковых полуформ из сырой смеси с применением обогреваемой вставки
Сырые песчано-смоляные смеси при надуве в горячую оснастку обеспечивают получение качественных оболочковых форм и стержней любой геометрической сложности. Получение оболочковых форм и стержней из таких смесей производится в горячей модельной оснастке за счет применения специальных вставок.
Так, при изготовлении оболочковых центровых стержней для отливок типа гильз, ступиц, блока цилиндров двигателя обогреваемая вставка 1 (рис. 90) устанавливается в стержневой ящик 2, при этом происходит надув сырой смеси из пескострельного резервуара 3 в пространство между стенками ящика и вставки, благодаря чему формируется оболочковый стержень 4. После отверждения смеси ящик раскрывается и готовый стержень снимается со вставки. Для облегчения съема стержней с обогреваемой вставки последнюю делают с уклоном в сторону протяжки. Большие вставки иногда делают с механическим приводом для их протяжки. Таким же образом изготавливают и оболочковые полуформы 1 (рис. 91).
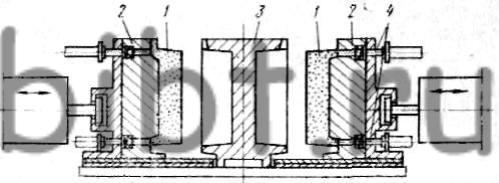
Рис. 91. Схема изготовления оболочковых полуформ из сырой смеси
Отличие заключается только в том, что смесь надувается в замкнутый контур, образованный между подвижной 2 и неподвижной 3 полуформами нагретой модельной оснастки. После отверждения готовые полуформы снимаются с оснастки толкательной системой 4.