
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 71. Машины для изготовления оболочковых форм из сухой смеси. Простейшая однопозиционная установка для изготовления оболочковых форм.
Формовочные машины для изготовления оболочковых форм делят на однопозиционные и многопозиционные.
По способу нанесения песчано-смоляной смеси различают машины двух, типов: со свободной засыпкой и пневматической подачей смеси. Машины каждого типа в зависимости от степени их механизации изготовляют с пооперационным управлением, полуавтоматические и автоматические.
К машинам с пооперационным управлением относятся установки простейшего типа, где все операции изготовления форм осуществляют вручную или с применением частичной механизации. На этих машинах с помощью ручных операций производятся установка и съем модельной плиты на бункере и с бункера, поворот бункера, транспортировка модельной плиты с оболочкой для отверждения в печь и съем оболочки с плиты. Такие установки применяют только в условиях мелкосерийного производства и для проведения экспериментальных работ.
К полуавтоматическим машинам относятся установки, допускающие почти полную механизацию всех операций. Они получили широкое распространение в условиях серийного и массового производства оболочковых форм.
За последнее время все шире стали применяться автоматические формовочные машины. При многопозиционном исполнении машин, когда число рабочих позиций составляет четыре и более, нагревательные печи делают кольцевыми или проходными (машины карусельного типа). Такие машины по своей производительности значительно превосходят одно- и двухпозиционные машины и предназначены для работы в специализированных литейных цехах с большим тоннажем выпуска отливок.
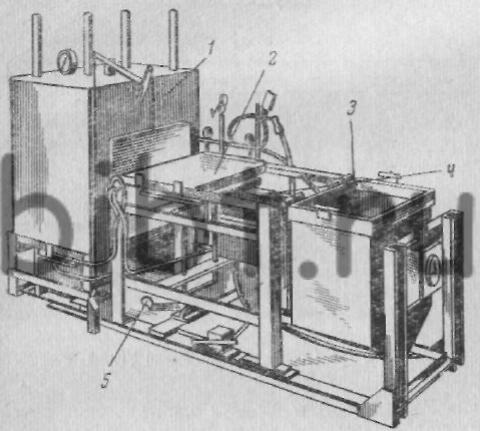
Рис. 111. Простейшая однопозиционная установка для изготовления оболочковых форм
Простейшая машина с пооперационным управлением. Простейшая однопозиционная установка для изготовления оболочковых форм методом свободной насыпки состоит из электрической печи 1 (рис. 111), механизма для съема отвержденной оболочки 2 с плиты и поворотного бункера 3. Транспортные устройства в виде склизов 4 связывают в единое целое главные части машин. На установке все операции производятся вручную. Нагретую модельную плиту выкатывают по склизам из печи, при помощи пульверизатора покрывают ее разделительным составом, накладывают плиту на бункер, закрепляют ее на нем и поворачивают бункер на 180°.
После того как сформируется оболочка необходимой толщины, бункер возвращают в исходное положение, отсоединяют от него плиту и, повернув плиту в исходное положение, вкатывают ее вместе с оболочкой по транспортеру в печь. После отверждения оболочки модельную плиту выкатывают из печи и закрепляют над столом съемного механизма. Затем с помощью педали 5 приводят в действие съемный механизм, который, надавливая на толкатели, сталкивает оболочку с плиты. Съем готовой оболочковой полуформы с толкателей производится вручную. После этой операции цикл повторяется.