
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Полуавтоматическая установка модели 40П-4502 для склеивания оболочковых полуформ.
Конструкция многопозиционных прессов отличается от однопозиционного наличием карусели, на которой устанавливают несколько однопозиционных прессов. Применяемые для склеивания оболочковых полуформ вакуумные прессы создают давление на склеиваемую форму с помощью двух свободно подвешенных резиновых диафрагм. Склеиваемая полуформа устанавливается на нижнюю диафрагму, накрывается верхней, между диафрагмами создается вакуум, под действием которого диафрагмы пресса, облегая склеиваемую оболочку по контуру, производят на нее давление.
При эксплуатации вакуумных прессов выявилось, что с их помощью можно клеить небольшие по высоте формы, так как диафрагма пресса, создавая давление на всю поверхность формы, при наличии высоких литниковых воронок, прибылей или арочных выступов, оказывает на них настолько большое давление, что они разрушаются. Недостатком вакуумного пресса следует считать и невысокую стойкость резиновых диафрагм. Примером оборудования для склеивания оболочковых полуформ, при котором используется остаточное тепло двух полуформ и порошкообразный клей, может служить полуавтоматическая установка модели 40П-4502 конструкции ЗИЛ.
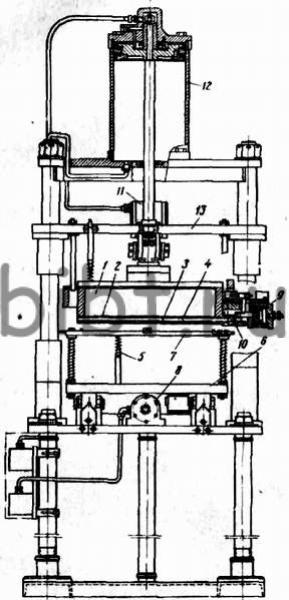
Рис. 128. Полуавтоматическая установка для склеивания оболочковых полуформ
Установка состоит из пневматического пружинного пресса и устройства для автоматического нанесения клея на оболочку (рис 128) В дозирующий ящик 1, имеющий сменные перфорированные днища 2 и 3 и неподвижное 4, засыпается на одну-две смены работы порошкообразный клей. Снятую с плиты формовочной машины горячую оболочковую полуформу (с температурой около 90° С) кладут на пружинные штифты 5 нижней плиты 6 пневматического пресса и фиксируют ее на плите при помощи рамки 7 При включении установки нижняя плита с помощью пневматического цилиндра 8 передвигается вместе с оболочкой под дозирующий ящик 1. Дойдя до крайнего положения, плита при помощи пневматического цилиндра 9 и рычага 10 передвигает перфорированные днища 2 и 3 по отношению к неподвижному днищу 4. При этом верхнее днище 2, смещаясь по отношению к неподвижному днищу 4 в левую сторону, отсекает порошкообразный клей в ящике от отверстий-дозаторов, имеющихся в неподвижном днище 4. Нижнее днище 3, передвигаясь вправо, совмещает имеющиеся в нем отверстия с отверстиями-дозаторами неподвижного днища 4. Одновременно с этим нижняя плита 6 пресса в крайнем переднем положении включает вибратор 11, установленный на верхней крышке дозирующего ящика 1. При вибрации ящика порошкообразный клей за 2-3 с высыпается из отверстий-дозаторов на определенные места горячей оболочковой полуформы. После этого при помощи реле времени дается команда на передвижение перфорированных днищ 2 и 3 в исходное положение, выключается вибратор и нижняя плита пресса с горячей оболочкой, на которую нанесен порошкообразный клей, возвращается в свое первоначальное положение.
Рабочий, проставив при необходимости в нижнюю полуформу стержни, накладывает на нее парную верхнюю оболочковую полуформу, снятую с плиты машины, имеющую остаточную температуру минимум 100° С, и включает пневматический цилиндр 12 привода верхней плиты 13. При этом оболочковая форма сжимается пружинными штифтами пневматического пресса, а рамка 7, служащая для фиксации оболочки на время склеивания ее, автоматически отжимается вниз специальными металлическими штифтами 14. В это время на 2-3 с автоматически включается вибратор 11 для заполнения отверстий-дозаторов в неподвижном днище 4 новой порцией связующего ПК-104.
Время выдержки оболочковой формы под прессом следует соблюдать в пределах 30-45 с в зависимости от подвижности расплава связующего ПК-104. Затем пресс автоматически отключается, верхняя плита поднимается вверх и освобождается, склеенная оболочковая форма вручную снимается с пресса. После этого цикл повторяется.
Установка модели 4ОП-4502 позволяет склеивать оболочки при серийном и массовом производстве, используя при этом многопозиционные машины, а также однопозицнонные, когда па плите формируется одновременно верх и низ формы.