
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 82. Приспособления для съема оболочек с плиты. Толкатели.
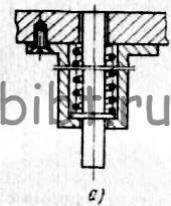
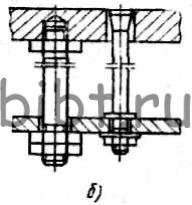
Рис. 142. Типы толкателей:
а — индивидуальный толкатель, б — общая толкательная система
Толкатели для съема оболочек делают в виде индивидуальных штифтов (рис. 142, а) или монтируют их на общей толкательной плите (рис. 142, б), которая обеспечивает при съеме оболочки одновременное движение всех штифтов-толкателей.
Толкатели изготовляют из стали и по конфигурации бывают цилиндрическими (см. рис. 142, а) или цилиндрическими с конусной головкой (см. рис. 142, б).
Цилиндрические толкатели как индивидуальные, так и связанные с общей толкательной плитой изготовляют диаметром 8—15 мм. Отверстия под толкатели в модельных плитах для предотвращения зажатия толкателей при работе модельной оснастки в нагретом состоянии делают больше диаметра толкателя на 0,3—0,4 мм. Несмотря на наличие такого зазора при работе цилиндрических толкателей часто наблюдаются при недостаточной точности монтажа случаи заедания их.
Цилиндрические толкатели с конусной головкой лишены этого недостатка, так как они проходят со значительно большим зазором через отверстия в теле плиты и фиксируются на ней с помощью специального цилиндрического пояска в верхней конусной головке толкателя.
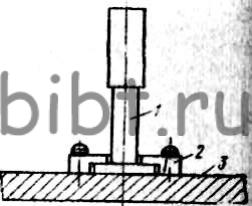
Рис. 143. Ступенчатые цилиндрические толкатели с плавающей системой крепления: 1 — ступенчатый толкатель. 2 — накладка, 3 — толкательная плита
Иногда цилиндрические толкатели имеют ступенчатую конструкцию (рис. 143). Верхнюю часть таких толкателей выполняют на 0,3—0,4 мм меньше диаметра отверстия в оснастке, а хвостовая часть делается тонкой, что предотвращает зажим в нагретой оснастке. Для устранения зажима цилиндрических толкателей применяют плавающую систему крепления. Головки толкателей делают плоскими.
Необходимый свободный ход толкателей определяется высотой вертикальных стенок модели. Верхняя кромка толкателей должна находиться на уровне плоскости модельной плиты или несколько выступать на ней, иначе отпечатки их будут мешать при спаривании оболочковых полуформ. От правильного распределения толкателей на модельной плите зависит точно вертикальное перемещение оболочковой формы при съеме се с плиты и съем оболочковой полуформы без поломок и короблений.
Высокие сложные модели нуждаются в большем количестве толкателей, чем простые низкие. Толкатели размещают примерно через каждые 50—70 мм протяженности плиты, причем края головок толкателей должны располагаться не ближе 5 мм от контура модели.
Толкательные плиты изготовляют из того же материала, что и модельные плиты. Толщина толкательных плит должна быть в пределах 15—20 мм, а для предотвращения коробления их выполняют с ребрами жесткости. Перед механической обработкой плиты для снятия внутренних напряжений подвергают термической обработке. Пружины, служащие для возврата индивидуальных толкателей или толкателей, связанных общей толкательной плитой, в исходное положение на модельной оснастке, изготовляют из жаростойкой пружинной стали.