
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 89. Рыхлоты и неоднородность поверхности оболочки и стержня
Основными причинами образования неплотностей (рыхлот) на лицевой стороне оболочек и стержней при изготовлении их с помощью поворотного бункера являются следующие:
малая скорость поворота бункера в положении обсыпки;
недостаточное количество смеси в бункере;
неправильное размещение моделей на плите.
Для получения четкого профиля оболочки (без рыхлот) необходимо применять бункера с жалюзи; на машинах с обычными поворотными бункерами необходимо бункер поворачивать в сторону обсыпки с возможно большей скоростью. Высота бункера должна быть такой, чтобы она создавала высоту столба смеси над самой высокой точкой модели не менее 100 мм, а свободное падение смеси при повороте бункера было бы в пределах 200— 300 мм.
При проектировании модельной оснастки необходимо размещать модели на плите так, чтобы они не заслоняли друг друга в процессе формирования оболочки.
Для получения плотных оболочковых форм и стержней при пескодувном способе их формирования как из сухой, так и сырой песчано-смоляной смеси необходимо правильно определять расположение и количество вдувных отверстий в оснастке, а также обеспечивать ее соответствующей вентиляцией. Оптимальное соотношение между площадью вентиляционных (Fвент) и площадью вдувных (Fвдув) отверстий лежит в пределах 0,8—1,2.
На рис. 148 приводится схема расположения надувных и вентиляционных отверстий для получения сложного стержня из сухой песчано-смоляной смеси.
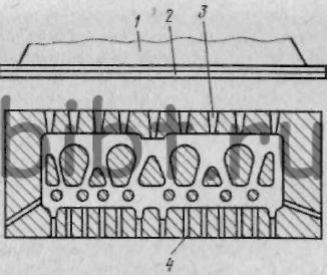
Рис. 148. Схема надува стержня головки блока цилиндров:
1 — пескодувная головка. 2 — надувная плита, 3—надувные отверстия, 4 — вентиляционные каналы