
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Прокатка. Сортовые и фасонные профили проката.
Сущность прокатки заключается в том, что металл пропускают в зазор между двумя вращающимися в разные стороны валками на специальных машинах — прокатных станах. Валки обжимают заготовку, а трение, возникающее между валками и прокатываемым материалом, осуществляет подачу ее (рис. 6).
Рис. 6. Схема прокатки металла
В процессе прокатки уменьшается толщина заготовки с одновременным увеличением длины ее. Валки для прокатки бывают гладкими для получения металлов в виде листов, полос и лент и калиброванными для получения сортового и фасонного проката. Профиль, составляемый смежными ручьями двух валков, называется калибром.









Рис. 7. Сортовые и фасонные профили проката:
1 — круглый, 2 — квадратный, 3 — полосовой, 4 — угловой, 5 — тавровый, 6 — рельсовый, 7 — двутавровый, 8 — зетовый, 9 — корытный
При помощи калиброванных валков получают металл различных профилей (рис 7). Горячекатаный металл часто подвергают последующей прокатке без нагрева — холодной прокатке. Холодная прокатка улучшает качество поверхности, повышает точность размеров и дает возможность получить листы, которые нельзя получить горячей прокаткой. Прокатку металла производят на прокатных станах различных конструкций и мощности (рис. 8).
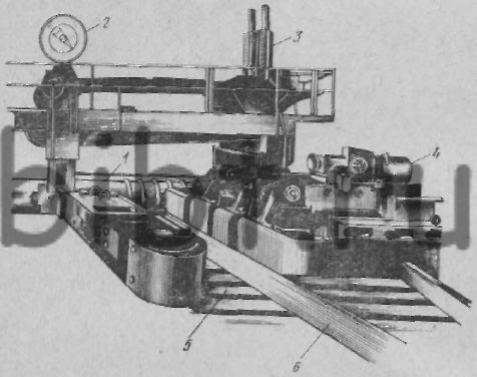
Рис. 8. Прокатный стан:
1 — верхний прокатный валок, 2 — указатель высоты подъема верхнего валка, 3— нажимной механизм, 4— манипулятор, 5 — рольганг, 6 — заготовка
Существует три основных способа прокатки: продольная, косая и поперечная. Продольной прокаткой производят около 90% всего проката, в том числе весь листовой и профильный прокат.