
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 19. Сварка металлов. Газовая сварка. Дуговая сварка. Контактная сварка.
Сварка широко распространена во всех отраслях народного хозяйства нашей страны. Сварные конструкции прочнее и дешевле клепаных и дают значительную экономию металла. Способы сварки, при которых для образования сварного соединения кромки листов расплавляют, относятся к способам сварки плавлением, а те, при которых для образования сварного соединения кромки листов нагревают до размягчения металла и затем сдавливают, относят к способам сварки давлением. К сварке плавлением относятся дуговая (ручная и автоматическая), газовая и термитная.
К сварке давлением относят все разновидности контактной сварки —точечную, шовную и стыковую, а также газопрессовую и некоторые разновидности термитной сварки. Хорошо свариваются углеродистые стали с содержанием углерода до 0,3%. Удовлетворительно свариваются стали с содержанием углерода от 0,3 до 0,42%, низколегированные 30ХГС, 20ХМ и др. Ограниченно свариваются углеродистые стали с содержанием углерода от 0,42 до 0,55%, низколегированные стали 30ХМ, 30ХГС и др. Плохо свариваются углеродистые стали с содержанием углерода более 0,55%, легированные 35ХГС, 40ХС и др. Чем хуже свариваемость сталей, тем более тщательно должны подбираться технология и способ сварки.
Газовая сварка. Сущность газовой сварки состоит в том, что соединение частей осуществляется путем расплавления кромок свариваемых деталей пламенем сварочной горелки и заполнения промежутка между ними расплавом присадочной проволоки. После застывания образуется сварной шов, соединяющий детали в одно целое. Для получения газового пламени в горелку из двух баллонов по гибким резиновым шлангам подается ацетилен и кислород (рис. 22).
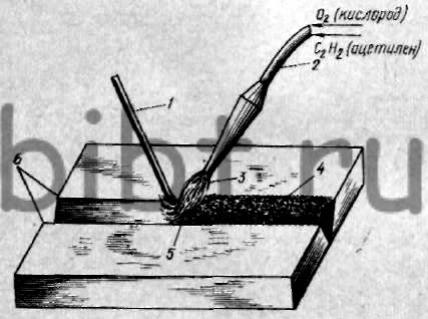
Рис. 22. Ацетилено-кислородная сварка: 1 — присадочный пруток. 2— газовая горелка, 3 — сварочное пламя. 4 — сварной шов, 5 — сварочная ванна, 6 — свариваемая деталь
Ацетилен может подводиться к горелке от генератора. Перед сваркой кромки деталей тщательно зачищают и обезжиривают. При толщине свариваемых деталей более 5 мм делают специальную разделку. Газовой сваркой сваривают стали, чугун и цветные металлы. При этом в качестве присадочного металла берут прутки, близкие по составу к свариваемому металлу; для сварки чугуна пользуются специальной присадкой. Газокислородная резка основана на том, что железо сгорает в струе кислорода, поэтому при резке металл нагревают в месте разреза до температуры горения, а затем направляют струю кислорода, который сжигает металл и выдувает образующие окислы.
Дуговая сварка. Этот вид сварки применяют при изготовленнии судов, вагонов, подъемно-транспортных сооружении, на строительстве различных промышленных объектов.
Самыми распространенными способами являются ручная и автоматическая дуговая сварки. При дуговой сварке металл плавится под действием тепла электрической дуги, образующейся при прохождении электрического тока через воздушный промежуток между свариваемым металлом и угольным или металлическим электродом. Для образования электрической дуги надо коснуться электродом свариваемого металла и тотчас отвести его на 2—4 мм. Тогда электрический ток, проходя через воздушный промежуток, образует дугу, температура которой доходит до 3500° С. При сварке металлический электрод плавится, и образующийся жидкий металл заполняет шов. Качество шва зависит от состава металла электрода.
Для получения устойчивого горения дуги, предупреждения поглощения металлом кислорода и азота и улучшения механических свойств металла шва металлические электроды покрывают специальной обмазкой.
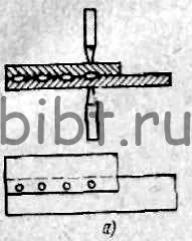
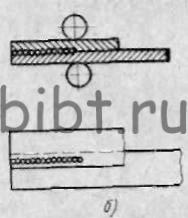

Рис. 23. Виды контактной сварки: а - точечная, б — шовная, в — стыковая
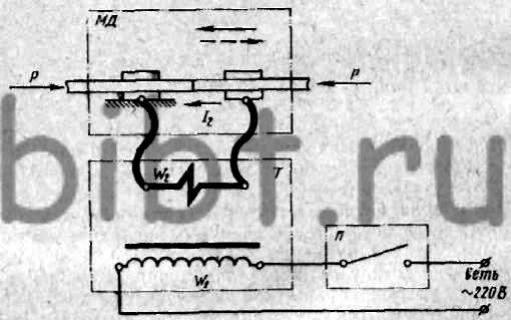
Рис. 24. Схема машины для стыковой сварки: МД - механизм давления, Т-трансформатор. W1 и W2 - первичная и вторичная обмотки трансформатора. I2- ток, снимаемый со вторичной обмотки. П — прерыватель
Контактная сварка (рис. 23) производится на машине, состоящей из трансформатора, прерывателя и механизма давления (рис. 24). Точечную контактную сварку применяют при соединении изделий небольшой толщины. Большой электрический ток низкого напряжения пропускают через медные электроды, которыми одновременно плотно прижимают друг к другу свариваемые изделия. Выделяющимся теплом расплавляется поверхностный тонкий слой металла одного изделия и нагревается до пластического состояния прилегающий к нему участок второго изделия. В этот момент выключают ток, а детали сильно сжимают; при этом они свариваются в одной точке.
Шовная, или роликовая, сварка, основанная на одинаковых с точечной сваркой принципах, дает возможность получать непрерывный плотный шов.