
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Технологический процесс изготовления отливки — чугунной втулки.
В качестве примера рассмотрим последовательность технологического процесса изготовления отливки — чугунной втулки 1 (рис. 34). По чертежу втулки изготовляют модель 2, которая состоит из двух половинок и может центрироваться с помощью шипов и гнезд.
Внутренняя полость втулки 1 образуется стержнем 3; который изготавливается из стержневой смеси в ящике 4. После уплотнен ния смеси в ящике сырой стержень извлекают из ящика и для: придания ему прочности высушивают в печи. При сборке литейной формы сухой стержень устанавливают стержневыми знаками в соответствующие гнезда формы, полученные с помощью знаковых частей 5 модели. Поэтому длина стержня должна быть больше длины полости отливки на величину знаков.
Литейную форму для втулки делают из двух половин (верхней 6 и нижней 7). Полуформы изготовляют из формовочной смеси, уплотняемой в металлических рамках 8, которые называются опоками.
Для изготовления литейной формы на подопочный щиток 9 устанавливают половину модели, по которой получают отпечаток в нижней полуформе, а также опоку 8 (рис. 34, а). Чтобы устранить прилипание формовочной смеси к модели 2, ее рабочую поверхность и щитка 9 припыливают графитом, после чего в опоку насыпают формовочную смесь и уплотняют ее. Излишек формовочной смеси счищают с поверхности уплотненной формы, опоку переворачивают на 180° и устанавливают на подопочный щиток 9. Затем на нижнюю половину модели устанавливают верхнюю, а на нижнюю опоку устанавливают верхнюю (рис. 34, б).
Поверхность модели припыливают графитом, устанавливают модели литниковой системы, а затем в верхнюю опоку засыпают формовочную смесь и уплотняют ее. После этого снимают верхнюю полуформу, извлекают половинки моделей и модели литниковой системы, устанавливают стержень (рис. 34, в) и собирают форму.
Для точной сборки формы опоки имеют специальные втулки 10, в которые входят центрирующие штыри 11. При заполнении формы жидким металлом он давит на стенки формы, в результате чего верхняя опока может подняться и тогда по плоскости разъема образуется зазор, через который может вытекать металл. Для предупреждения этого верхнюю полуформу крепят к нижней скобками 12 или ставят на верхнюю опоку груз (рис. 34, г).
Жидкий металл при заливке поступает в полость 13 формы по литниковым каналам, которые состоят из стояка 14, шлакоуловителя 15, питателя 16 и выпора 17 (рис. 34, д).
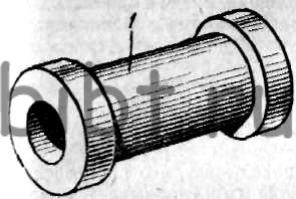
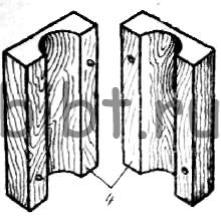

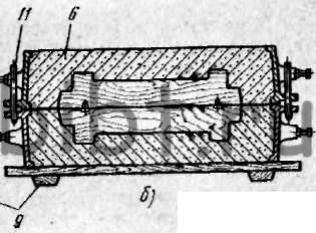
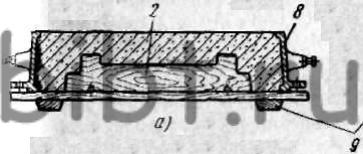
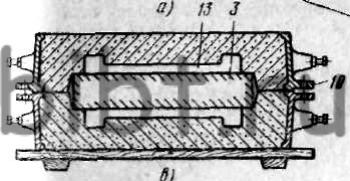
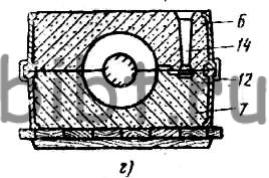
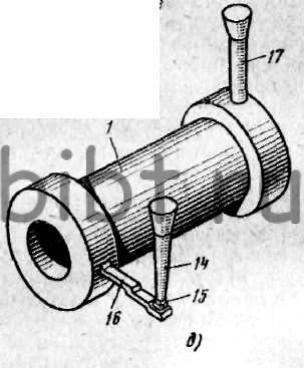
Рис. 34. Процесс получения чугунной отливки втулки:
а — формовка нижней полуформы, б — формовка верхней полуформы, в — собранная Форма со стержнем, г — разрез формы по антипиковой системе, д — отливка с литниковой системой
Рассмотренный выше пример показывает, что процесс получения литой заготовки является сложным и складывается из различных технологических операций.