
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 49. Формовочные пески.
При изготовлении оболочковых форм и стержней используются кварцевые пески, относящиеся к классу ОбК, 1К (ГОСТ 2138—-74). Технология изготовления оболочковых форм и стержней предъявляет ряд требований к зерновому и минералогическому составам исходных кварцевых песков, так как эти показатели в значительной степени влияют на физико-механические и технологические свойства песчано-смоляных смесей.
Чтобы определить влияние величины зерен песка на прочность отвержденных образцов и чистоту поверхности отливок, песок рассеивали по фракциям, из которых после отмывания глинистой составляющей до 0,2% изготавливали песчано-смоляные смеси. Прочность на растяжение отвержденных образцов представлена в табл. 22. Прочность образцов, изготовленных из фракций песка 1,00, принималась за 100%.
22. Прочность на растяжение образцов, изготовленных из смесей на основе различных фракций отмытого песка
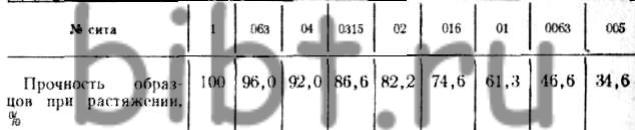
Из данных табл. 22 видно, что с уменьшением зернистости песка прочность образцов значительно снижается, поэтому использование мелкозернистых песков приводит к повышенному расходу синтетических связующих материалов.
Мелкозернистые пески целесообразно применять для получения отливок, к которым предъявляют особые требования в отношении чистоты поверхности, выполненной оболочковой формой или стержнем. С увеличением размера зерен песка увеличивается и прочность образцов, но одновременно с этим увеличивается и средняя высота микронеровностей поверхности отливок, что заметно ухудшает чистоту литой поверхности.
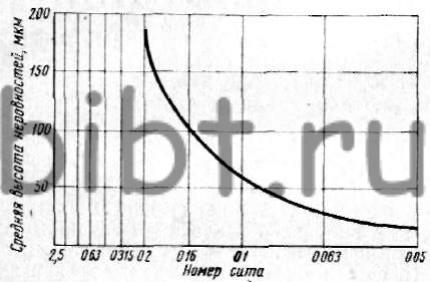
Рис. 57. График зависимости шероховатости поверхности отливки от размера зерна песка
Опыты показывают (рис. 57), что на смесях с зерновым составом, соответствующим фракциям 0063 и 005, возможно получение отливок с чистотой поверхности 4 и 5-го классов. Хорошие результаты (в отношении чистоты поверхности получаемого литья) дает применение кварцевого песка, фракции которого распределяют на ситах 02; 016; 01; 0063. Желательно иметь песок с возможно более равномерным распределением фракций на указанных четырех ситах. Для достижения этого обычно смешивают кварцевые пески, различные по зернистости.
На взаимодействие кварцевых песков с катализатором и связующим материалом, особенно с фурановым, влияет минералогический состав песка. В этом случае рекомендуют применять мытые, классифицированные кварцевые пески с минимальным содержанием примесей. При такой обработке песков резко сокращается содержание глинистых составляющих (до 0,1 — 0,2%), содержание окислов и гидроокислов железа не превышает 0,5%. Содержание карбонатов в песках обычно бывает незначительным, но они существенно влияют на физико-механические свойства смеси и поэтому содержание их в песках допускается не более 0,5%. Примеси полевых шпатов, слюды и карбонатов в песке образуют легкоплавкие соединения с окислами металлов, что приводит к химическому пригару на поверхности отливок.
Пески, применяемые для изготовления оболочковых форм и стержней, должны обладать определенной огнеупорностью и текучестью.
Недостаточная текучесть песка способствует образованию на поверхности формы или стержня неуплотненных участков (рыхлот), что отражается на качестве отливок. Наилучшей текучестью обладают сухие кварцевые пески с низким содержанием глины и пылевидных включений.