
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. МЕТАЛЛИЧЕСКИЕ МОДЕЛЬНЫЕ КОМПЛЕКТЫ. Выбор материала для металлического модельного комплекта. Литые заготовки.
Выбор материала. Металлические модельные комплекты имеют более высокую прочность, чем деревянные, однако их применение в условиях массового, крупносерийного и серийного производства отливок одного наименования ограничивается следующими факторами: увеличением стоимости и сроков изготовления, недостаточной во многих случаях мощностью модельных цехов и участков.
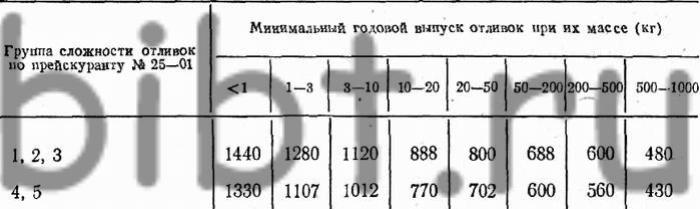
При выборе материала для модельного комплекта нужно учитывать экономическую целесообразность и условия выполнения требований заказа. В табл. 44 приведены данные, обусловливающие целесообразность изготовления модельного комплекта из алюминиевых сплавов в зависимости от сложности, массы и годового выпуска отливок.
44. Минимальный годовой выпуск отливок, шт.
Литые заготовки. Изготовление литых заготовок для металлических моделей не отличается от технологического процесса получения отливок в единичном производстве за исключением того, что промодели делают с двойной усадкой, учитывающей усадку сплава модели и сплава отливки.
Заготовки должны быть плотными, без усадочных, газовых и песчаных раковин; не иметь перекосов, коробления и трещин. На обрабатываемых и необрабатываемых поверхностях допускаются литейные дефекты, которые можно исправить горячей и холодной заваркой, пайкой припоями (табл. 45) и заделкой замазками (табл. 46). Исправленные заготовки не должны снижать качества модельного комплекта.
45. Состав припоя для пайки алюминиевых модельных комплектов, %, по массе
| № припоя | Олово | Цинк | Медь | Алюминий | Свинец | Сурьма | Кадмий | Применяемый флюс |
| 1 | 55 | 25 | - | - | - | - | 20 | Смесь хлористого аммония (нашатыря) с хлористым цинком |
| 2 | 40 | 25 | - | 15 | - | - | 20 | |
| 3 | 78 | 8 | - | 9 | - | - | 5 | |
| 4 | 35 | 30 | - | - | 35 | - | - | |
| 5 | 63 | 18 | 3 | 13 | 1 | 2 | - |
46. Составы замазок
| Наименование компонента | Состав в массовых частях для модельных комплектов | Живучесть, ч | Способ приготовления | |
| алюминиевых | стальных и чугунных | |||
Эпоксидная смола ЭД5 |
100 | 100 | 0,5 | Смолу тщательно перемешивать (не менее 5 мин) с дибутилфталатом, затем добавить полиэтиленполиамин и железный или алюминиевый порошок и перемешивать 7 мин до получения жидкообразной массы. Замазку наносят шпателем |
Полиэтиленполиамин (отвердитель) |
12 | 12 | ||
Дибутилфталат (пластификатор) |
20 | 20 | ||
Железный порошок (наполнитель) |
- | 100 | ||
Алюминиевый порошок (наполнитель) |
30 | - | ||