
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. ПЛАСТМАССОВЫЕ МОДЕЛЬНЫЕ КОМПЛЕКТЫ. Контактный, литьевой способ, изготовления пластмассовых модельных комплектов.
Способы изготовления. Пластмассовые модели на основе эпоксидных смол имеют высокую механическую прочность и точность; не подвергаются короблению, разбуханию, усушке, коррозии; обладают малым коэффициентом прилипаемости и малой силой сцепления с формовочной и стержневой смесью.
Пластмассовые модельные комплекты (ГОСТ 19505-74) изготовляют двух классов прочности: I - для крупносерийного и серийного производства отливок, II - для мелкосерийного и единичного производства отливок. В зависимости от класса прочности пластмассового модельного комплекта выбирают один из двух основных способов изготовления (табл. 58): литьевой или контактный (рис. 19)*
58. Способы изготовления пластмассовых модельных комплектов
| Способ изготовления | Обеспечение класса прочности, не ниже |
Ориентировочное число съемов при формовке |
|
| ручной | машинной | ||
| Литьевой с армированием | I | 3000 | 3 000 |
| Контактный
наслаиванием наполнителя из стеклоткани |
I;II | 4000 | 35 000 |
| Литьевой без армирования | II | 2000 | 25 000 |
Примечание. Для акриловых самотвердеющих составов применяют также способ изготовления модельных комплектов прессованием, обеспечивающий I и II классы прочности.
Контактный способ используют при изготовлении сложных моделей (или стержневых ящиков) с тонкими выступающими частями. Контактный способ изготовления пластмассовых модельных комплектов включает следующие технологические операции.
1. Зачистку поверхностей сухой гипсовой формы шлифовальной шкуркой.
2. Удаление из формы остатков гипса и пыли кистью.
3. Нанесение на гипсовую форму разделительного состава.
4. Приготовление состава эпоксидной смолы для облицовочного слоя.
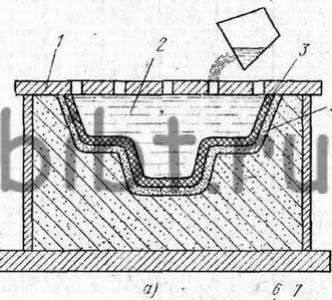
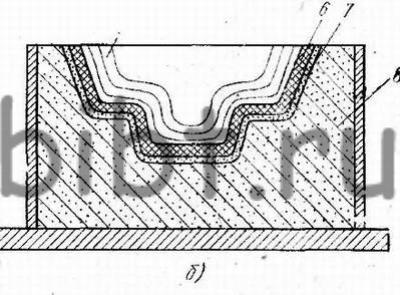
Рис. 19. Литьевой (а) и контактный (б) методы изготовления пластмассовых моделей:
1-плита, 2-эпоксидный состав, 3, 6-декоративный слой (эпоксидная смола), 4-разделительный слой, 5-стеклоткань, 7-разделительный слой, 8-форма
5. Нанесение облицовочного состава на подготовленную форму кистью равномерным слоем по всей поверхности. Кистью по поверхности формы проводят 4-5 раз до начала желатинизации смолы.
6. Послойное формообразование модели или стержневого ящика (через 20- 24 ч после нанесения облицовочного слоя). Куски стеклоткани (стекложгута, стеклоленты и т. д.) пропитывают эпоксидной смолой.
7. Выдержку модели (или стержневого ящика) в форме 2-3 дня при температуре 2,0-2,5° С.
8. Зачистку плоскости разъема на фрезерном станке.
9. Извлечение модели (или стержневого ящика) из гипсовой формы,
10. Очистку модели (или стержневого ящика) от гипса и разделительного покрытия.
11. Сверление отверстий в моделях под монтаж и их армирование металлическими полосами.
12. Монтаж модели на модельную плиту.
Литьевой способ применяют при изготовлении мелких модельных комплектов цельнолитых или облегченных с деревянными или из других материалов вставками.
При литьевом способе изготовления модельных комплектов в гипсовую форму заливают состав эпоксидной смолы. Остальные технологические операции выполняют так же, как и при контактном способе.