
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. МАШИННАЯ ФОРМОВКА литейных форм. Методы уплотнения смеси при машинной формовке.
Машинную формовку применяют не только в массовом, крупносерийном и серийном производстве, но и при изготовлении мелкосерийных и единичных отливок. Машинная формовка по сравнению с ручной имеет ряд преимуществ: облегчает труд, повышает его производительность, позволяет получать отливки с более точными размерами.
Классифицируют формовочные машины по трем признакам. В зависимости от вида энергии для приведения машин в действие их делят на пневматические, механические, гидравлические и электромагнитные. По методу уплотнения смеси (табл. 98) различают формовочные машины прессовые, вибропрессовые, встряхивающие, встряхивающие с допрессовкой и пескометы. По способу извлечения модели из формы делят на машины со штифтовым и рамочным подъемом опок, с перекидным и поворотным столом. Основные характеристики машин приведены в табл. 99, 100.
98. Методы уплотнения смеси при машинной формовке
График (H—высота опоки, мм; δ—степень уплотнения, г/см3) |
Краткая характеристика и область применения |
| Верхнее прессование плоской колодкой | |
|
Уплотнение неравномерное. Наибольшее уплотнение смеси около прессовой колодки, наименьшее — у плоскости разъема и модели. Применяют для изготовления форм в низких опоках (до 200 мм). Равномерность уплотнения обеспечивается при прессовании фигурными (профильными) колодками |
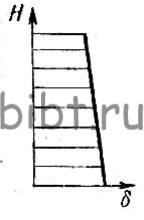
| Прессование многоплунжерной колодкой | |
|
Уплотнение относительно равномерное. Применяют в условиях крупносерийного и массового производства |

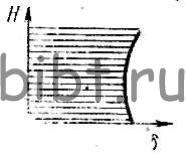
График (H—высота опоки, мм; δ—степень уплотнения, г/см3) |
Краткая характеристика и область применения |
| Нижнее прессование | |
|
Уплотнение неравномерное. Наибольшее уплотнение смеси около модельной плиты и модели. Применяют при изготовлении сложных по конфигурации отливок, не имеющих больших по площади горизонтальных участков |
| Встряхивание | |
|
Уплотнение неравномерное. Наибольшее уплотнение смеси около модельной плиты и модели. Применяют при изготовлении отливок любой массы и сложности |

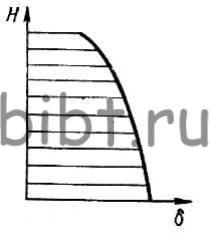
График (H—высота опоки, мм; δ—степень уплотнения, г/см3) |
Краткая характеристика и область применения |
| Встряхивание с допрессовкой | |
|
Более равномерное уплотнение, чем при встряхивании, за счет доуплотнения верхних слоев формы при допрессовке. Применяют для изготовления форм мелких и средних отливок |
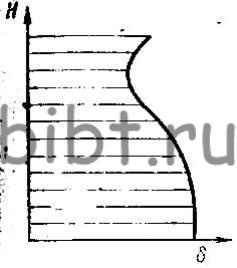
| Пескометный | |
|
Уплотнение равномерное, несколько увеличивающееся по направлению к модельной плите и модели. Смесь доуплотняют послойной пневматической трамбовкой. Слабое уплотнение смеси у рёбер и крестовин опоки. Применяют для изготовления форм средних, крупных и тяжелых отливок |
Примечание. Изменение объемной массы (г/см3) формовочной (или стержневой) смеси при формовке называют степенью уплотнения; если объемная масса насыпаемой в опоку смеси—1,1 г/см3, а после уплотнения — 1,7 г/см3, то степень уплотнения будет равна 1,7 : 1,1=1,54.