
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Основные правила проектирования литейных форм.
Ответственной задачей, которая решается при разработке литейной технологии, является отработка конструкции отливки на литейную технологичность. Конструкция отливки считается технологичной только в том случае, если она отвечает требованиям литейного производства и техническим условиям на ее изготовление.
К требованиям литейного производства относится возможность изготовить отливку высокого качества доступными и надежными приемами литейной технологии с учетом имеющегося на предприятии оборудования и действующих технологических процессов. В табл. 9 приведены основные правила проектирования, применяемые при отработке конструкции отливки на литейную технологичность,
9. Основные правила проектирования литейной оснастки.
Правило и цель проектирования |
Графическое изображение технического решения |
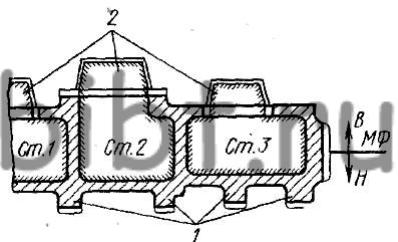
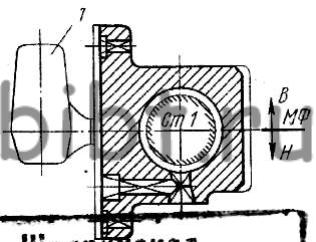
1. Ответственные части (например, плоскости скольжения, качения 1) отливок располагать в нижней части формы по отношению к плоскости заливки, даже если это связано с повышением трудоемкости изготовления (см. эскиз, стержни 2 крепятся в верхней полуформе). Повышается, качество рабочих поверхностей отливки |
 |
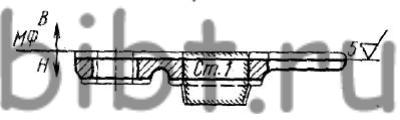
2. Располагать по возможности отливку в одной полуформе (см. эскиз, отливка в нижней полуформе). Повышается размерная точность отливки |
 |
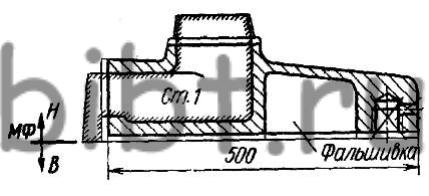
3. Использовать минимально допустимое число стержней или не применять их (см. эскиз, второй стержень заменен «фальшивкой») . Повышается качество и размерная точность отливки; снижается трудоемкость изготовления |
 |
4. Не крепить по возможности стержни в верхнюю полуформу (см. эскиз, стержень расположен в нижней полуформе, первоначальный вариант показан штрихпунктирной линией). Повышается размерная точность отливок, снижаются дефекты по песчаным раковинам |
 |
Правило и цель проектирования |
Графическое изображение технического решения |
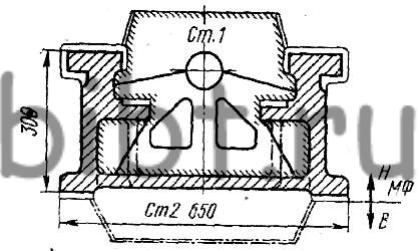
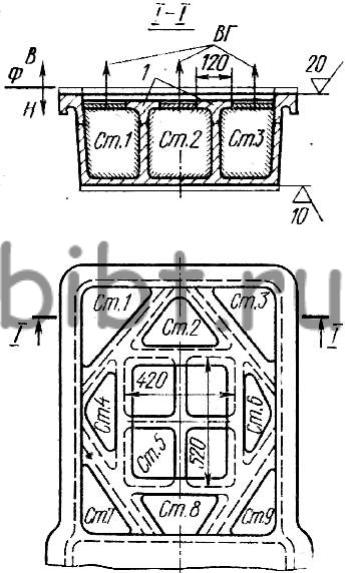
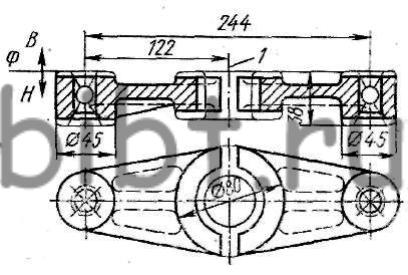
5. Обеспечивать хорошую вентиляцию стержней (см. эскиз, уменьшены со 180 до 120 мм размеры стенок 1). Снижается брак отливок по песчаным и газовым раковинам |
 |
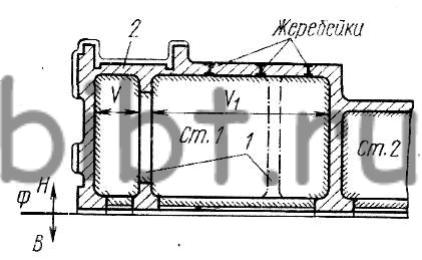
6. Не допускать наличия жеребеек в ответственных частях 2 отливок. Указанное требование обеспечено смещением стенки 1 (см. эскиз, прежнее положение стенки изображено штрихпунктирной линией). Повышается качество отливок, отсутствуют инородные включения в ответственных частях отливок |
 |
7. Прибыли располагать над массивными частями отливок или размещать около них боковые питающие бобышки 1 (см. эскиз). В отливке не образуются усадочные раковины. В некоторых случаях, чтобы сочетать правильное положение формы при заливке с удобством формовки, предусматривать поворот формы на 90° |
 |
Правило и цель проектирования |
Графическое изображение технического решения |
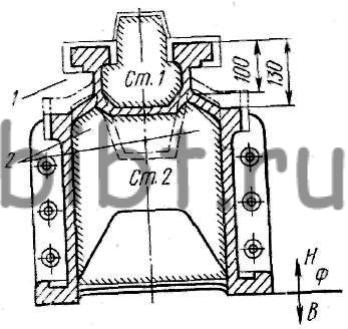
8. Не допускать наличия узких болванов 1, 2 как в форме, так и в стержнях (прежнее положение стенок изображено штрихпунктирной линией) |
 |
9. Использовать по возможности заготовки для получения литых деталей и объединять их для последующей резки по линии 1. Повышается производительность труда |
 |