
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 42. ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ОТЛИВОК В ОДНОМ КОКИЛЕ
При производстве крупных, средних и иногда мелких по массе и габаритам отливок за одну заливку кокиля получают по одной отливке. В случае, если рабочее место на плите машины для крепления кокиля (или сам кокиль) значительно больше соответствующих размеров изготовляемой отливки, то в кокиле выполняют полости для нескольких отливок. Иногда за одну заливку кокиля получают несколько разных по размеру отливок. Во всех случаях в многоместных кокилях выполняют единую литниковую систему и полости для формирования отливок соединяют с литниковыми каналами последовательно или параллельно.
На рис. 28 изображена схема расположения восьми полостей и каналов сифонной литниковой системы в кокиле. Для указанного и аналогичных случаев производства чугунных отливок Н. П. Дубинин рекомендует следующие минимальные размеры перемычек между полостями и каналами литниковой системы, мм: а — 25÷40; б — 30÷40; в — 40÷50; г — 70÷100.
В случае производства отливок из цветных сплавов приведенные на рис. 28 размеры перемычек в кокилях можно уменьшить на 30—40%.
Для лучшего удаления отлитых элементов литниковой системы из кокиля соответствующие стенки их каналов должны иметь уклоны от 5 до 30°.
Размеры площадей полости для отливки, каналов литниковой системы и перемычек между ними и краями кокиля в сумме и определяют минимально необходимую его площадь. По расчетной суммарной рабочей площади подбирают ближайший стандартный или нормализованный для данного предприятия размер кокиля или соответствующей плиты машины.
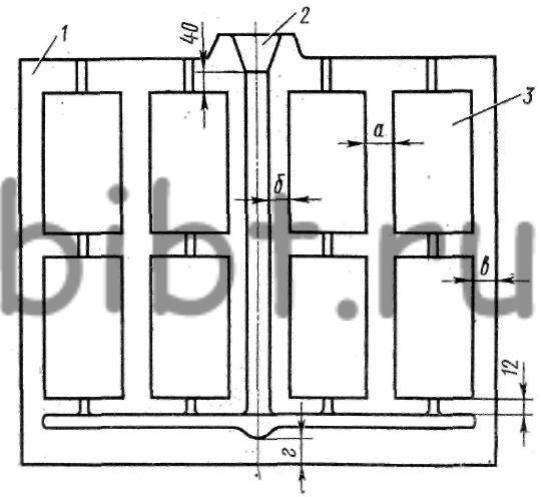
Рис. 28. Схема расположения полостей и перемычек в кокиле с вертикальным разъемом:
1 — половина кокиля, 2 — воронка, 3 — полость для получения отливки