
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Изготовление литейных стержней на пескострельных машинах. Изготовление стержней на пескодувных машинах в нагреваемых ящиках.
Изготовление стержней на пескострельных машинах. Пескострельный способ уплотнения представляет собой разновидность пескодувного. К преимуществам пескострельного способа относят возможность применения деревянных ящиков, что особенно важно при изготовлении стержней в условиях единичного и мелкосерийного производств; уменьшенный износ стержневых ящиков; применение смеси с более высокой сырой прочностью и т. д.
Сжатый воздух из резервуара (рис. 136) через клапан большого сечения поступает в пескострельный резервуар машины.
Давление в резервуаре резко повышается и воздух, действуя на смесь сверху и с боков, выталкивает ее через конусный насадок в стержневой ящик. Гильза резервуара смонтирована с зазором по отношению к его корпусу. На боковой поверхности гильзы имеются прорези, через которые сжатый воздух действует на смесь сбоку. Это уменьшает трение смеси о стенки и исключает ее зависание. Подача сжатого воздуха в рабочий резервуар прекращается после закрытия клапана. Выдавливание смеси в ящик продолжается за счет расширения воздуха, находящегося в резервуаре. Воздух из стержневого ящика выходит в атмосферу через венты.
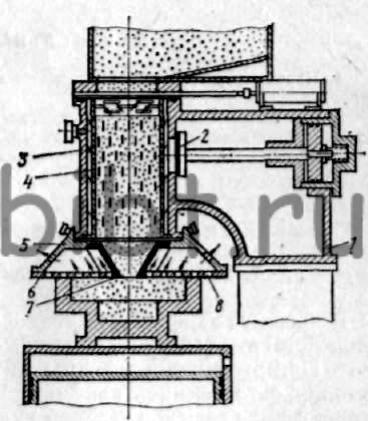
Рис. 136. Изготовление литьевого стержня на пескострельной машине:
1 — резервуар сжатого воздуха, 2 — клапан, 3 — пескострельный резервуар, 4 — гильза, 5 — корпус головки, 6 — вентиляционная плита, 7 — сменный насадок, 8 — венты
Простые стержни получают с помощью универсальной пескострельной головки со сменными насадками. Головка состоит из корпуса, вентиляционной плиты с вентами и сменного насадка. Отверстия в насадке выполняют круглой или продолговатой формы.
Изготовление стержней на пескодувных машинах в нагреваемых ящиках. Основными преимуществами этого процесса являются отсутствие сушки стержней, достаточная их прочность, малая осыпаемость, хорошая газопроницаемость и высокая размерная точность.
Стержни изготовляют в металлических ящиках, в стенки которых вмонтированы электрические трубчатые нагреватели. Стенки ящиков могут обогреваться и газом. Для приготовления стержней применяют специальные смеси, в состав которых входят связующие вещества, твердеющие за 10—60 с при температуре 200—250 °С. Смесь приобретает прочность до 1960—2646 кПа в отвержденном состоянии.
Изготовление стержней из холоднотвердеющих смесей. Эта технология изготовления стержней аналогична процессу изготовления литейных форм, подробно изложенному в гл. IX.
Контрольные вопросы
1. Перечислите способы уплотнения формовочной смеси при машинной формовке.
2. Назовите основные преимущества и недостатки способов уплотнения — встряхивания, прессования, пескометного.
3. Расскажите о машинном изготовлении стержней.